您当前的位置:首页>论文资料>翼子板精度提升方案浅析
内容简介
 引言 1
引言 1・冲模技术:
翼子板精度提升方案浅析
李晓超,崔章辉,高彦伟,赵彦博
长城汽车股份有限公司技术中心,河北省汽车工程技术研究中心(河北保定071000)
【摘要】介绍了翼子板搭接、装配精度及相关检测数据,对翼子板门轴侧尺寸精度问题进行案例分析,排查模具和制件过程问题,识别问题真因制定整改方案,为翼子板工艺设计和调试过程问题解决积累经验。
关键词:翼子板:面差;回弹:ATOS扫描
中图分类号:TG385.2
文献标识码:B
AnalysisoftheAccuracyImprovementSchemefortheFender[Abstract]This paper introduce the fender lap, assembly precision, combined with the related testing data, the wing door case analysis, the lateral axis dimension precision problem for die and stamping process problems, identify problems is to make improvement scheme, technological
design and the debugging process of fender problem solving experience. Key words: fender; surface difference; springback; ATOS optical scanner
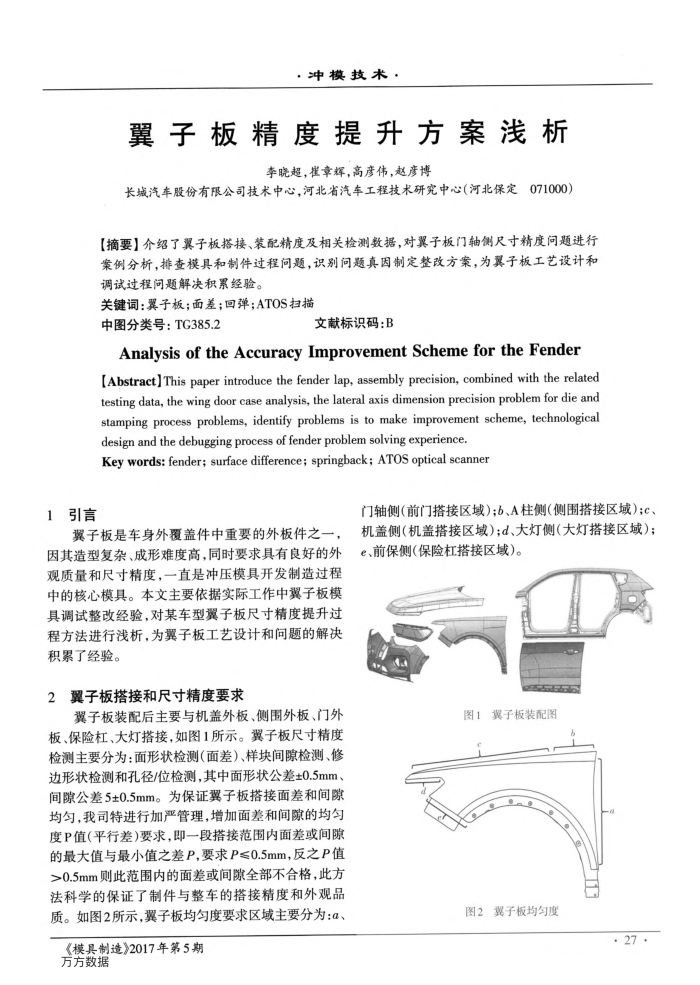
门轴侧(前门搭接区域);b、A柱侧(侧围搭接区域);c、
翼子板是车身外覆盖件中重要的外板件之一,因其造型复杂、成形难度高,同时要求具有良好的外观质量和尺寸精度,一直是冲压模具开发制造过程中的核心模具。本文主要依据实际工作中翼子板模具调试整改经验,对某车型翼子板尺寸精度提升过程方法进行浅析,为翼子板工艺设计和间题的解决积累了经验。
翼子板搭接和尺寸精度要求 2
翼子板装配后主要与机盖外板、侧围外板、门外板、保险杠、大灯搭接,如图1所示。翼子板尺寸精度检测主要分为:面形状检测(面差)、样块间隙检测、修边形状检测和孔径/位检测,其中面形状公差+0.5mm、间隙公差5±0.5mm。为保证翼子板搭接面差和间隙均匀,我司特进行加严管理,增加面差和间隙的均匀度P值(平行差)要求,即一段措接范围内面差或间隙的最大值与最小值之差P.要求P≤0.5mm,反之P值 >0.5mm则此范围内的面差或间隙全部不合格,此方法科学的保证了制件与整车的搭接精度和外观品质。如图2所示,翼子板均匀度要求区域主要分为:a、
《模具制造》2017年第5期万方数据
机盖侧(机盖搭接区域);d、大灯侧(大灯搭接区域); e、前保侧(保险杠搭接区域)。
图1翼子板装配图图2翼子板均匀度
・ 27.
上一章:凿岩机钎套温挤压工艺数值模拟优化
下一章:组合体成型模具的改进