您当前的位置:首页>论文资料>翼子板与前门搭接面精度超差解决方案
内容简介
 引言 1
引言 1・冲模技术
翼子板与前门搭接面精度超差解决方案
孙继斌,曹少帅,李松
长城汽车股份有限公司徐水分公司(河北保定
071000)
【摘要】通过对翼子板曲面的曲率及截面进行分析,改变以往调整精度的方法,通过优化制
件拉伸状态,改善制件回弹状态,以达到解决制件精度超差的目的。关键调:曲面分析;控制回弹;面差超差
中图分类号:TG385.2
文献标识码:B
Precision Solution for Lap Joint Surface of Fender and Front Door[Abstract] This paper analyzes the eurvature and eross section of the fenders' curved surface, change the method of adjusting accuracy in the past, improve the rebound of the parts b optimizing the drawing state of the parts to achieve the purpose of solving the problem of the accuracy of the parts.
Key words : surface analysis ; control rebound; out of tolerance
此问题原解决方案为,将面差高的位置对应减小
翼子板是汽车外观最重要的装饰件之一,因其与前照灯、发动机罩、前门、前保险杠装饰罩均存在配合关系,而此位置的间隙、面差是整车外观评价的重要项目,同时又因翼子板曲面造型复杂,无内板及加强板支持,制件回弹问题无法有效控制,故其精度控制直是汽车冲压件行业的重点和难点问题。本文通过分析翼子板的Y向曲面的曲率及Z向的截面,改变以往通过调节翻边整形间隙控制精度的方法,通过优化制件拉伸状态,改善制件回弹状态,以达到解决制件精度超差的目的,希望能够为解决翼子板精度问题提供一种思路。
2
问题呈现及原方案处理的缺点
某车型左翼子板与前门搭接面超差0.6mm(标准
值mm),实测值1.6mm,造成翼子板装配后较前门高,存在面差问题,如图1所示,
图1翼子板与前门搭接面超差
《模具制造2018年第8期
万方数据
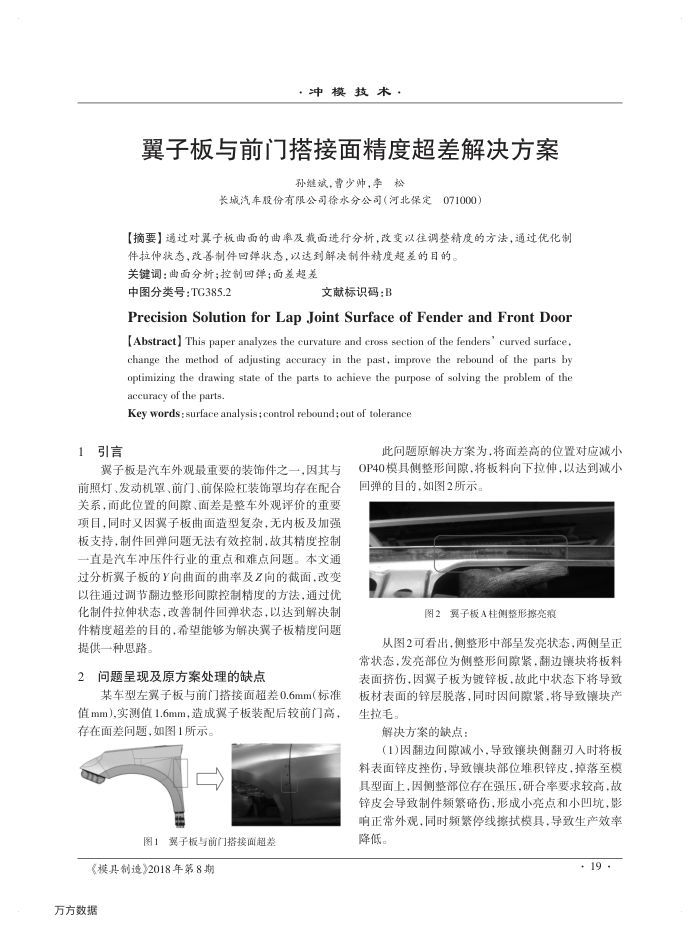
OP40模具侧整形间隙,将板料向下拉伸,以达到减小回弹的目的,如图2所示。
图2翼子板A柱侧整形擦亮痕
从图2可看出,侧整形中部呈发亮状态,两侧呈正
常状态,发亮部位为侧整形间原紧酬边镶块将板料表面挤伤,因翼子板为镀锌板,故此中状态下将导致板材表面的锌层脱落,同时因间隙紧.将导致镶块产生拉毛。
解决方案的缺点:
(1)因翻边间隙减小,导致镶块侧翻刃入时将板料表面锌皮挫伤,导致镶块部位堆积锌皮,掉落至模具型面上,因侧整部位存在强压,研合率要求较高,故锌皮会导致制件频繁咯伤,形成小亮点和小凹坑,影响正常外观,同时频繁停线擦拭模具,导致生产效率降低。
・ 19.
上一章:注射模型腔的壁厚设计及有限元分析
下一章:组合式滑块抽芯机构在叶轮注射模中的应用