您当前的位置:首页>论文资料>组合体成型模具的改进
内容简介
 ・挤压模技术・
・挤压模技术・组合体成型模具的改进
聂兰启",孙学军”,聂晶
1.山东红旗机电集团有限公司(山东潍坊261031)
2.潍坊广文中学(山东潍坊261021)
【摘要】采用压制成型组合体,由于原模腔采用直孔结构,组合体从模腔中顶出困难。通过
改进模腔结构,保证压制后的组合体从模腔中顺利顶出,保证生产正常进行。关键词:组合体:模腔;解决措施
中图分类号:TQ320.66
文献标识码:B
ImprovementofFormingDiefortheCombination
[Abstract] Punched forming composite die,it is difficult to eject combination from the die cavity because of the original die cavity uses the straight hole structure.lmproving the die cavity
structure to ensure ejection smoothly of punched combination and ensure producing normally Key words: combination; die cavity;solution measures
组合体分析
组合体是某产品的重要零件,如图1所示,该组合体由隔板1和某种非金属材料压合而成,压制后的组合体一般对密度有一定要求(隔板除外),同时表面不允许脱落、碰伤等缺陷,
@0.05A 0.05
$57.35am 图1组合体
2
模具结构及工作过程 2.1模具结构
该零件为阶梯形内孔,原镶嵌件隔板已有孔 $6.1mm.关键是如何而在零件压制时保证内孔直径Φ25""mm的成形。如果采用整体式下凸模, Φ25*a1"mm内孔端面存在非金属粉末.同时.内孔高度
・ 56・ 万方数据
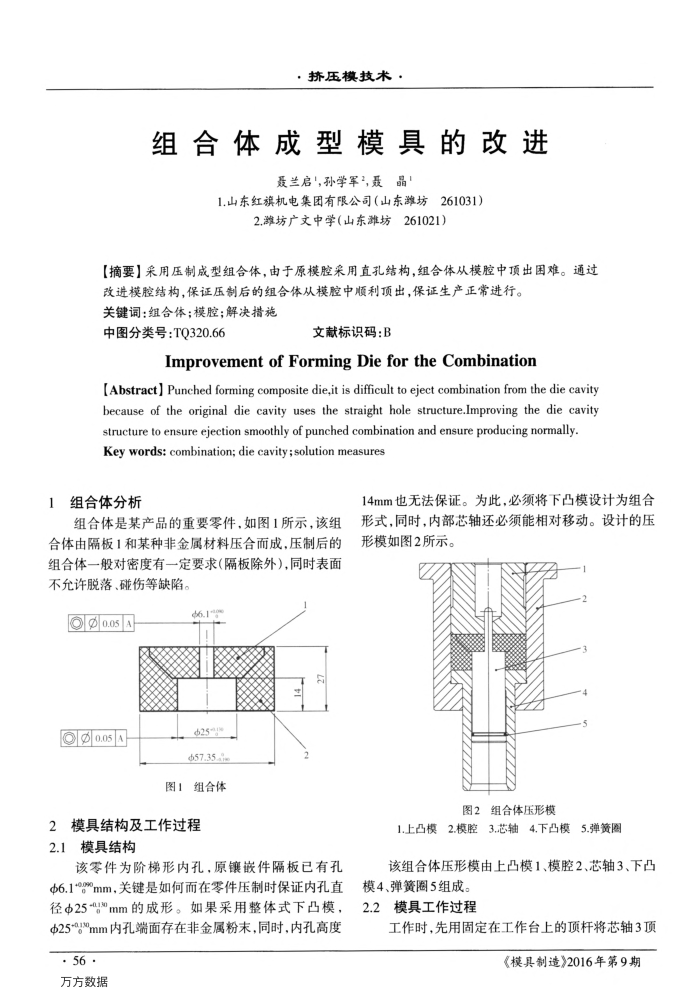
14mm也无法保证。为此,必须将下凸模设计为组合形式,同时,内部芯轴还必须能相对移动。设计的压形模如图2所示。
图2组合体压形模
莫5.弹簧圈
1.上凸模2.模腔3.芯轴4.下凸模
该组合体压形模由上凸模1、模腔2、芯轴3、下凸
模4、弹簧圈5组成, 2.2模具工作过程
工作时,先用固定在工作台上的项杆将芯轴3顶
《模具制造》2016年第9期
上一章:翼子板精度提升方案浅析
下一章:在DK7725d线切割机床上实现加长钻杆螺旋槽加工