您当前的位置:首页>论文资料>凿岩机钎套温挤压工艺数值模拟优化
内容简介
 挤压(出)模技术
挤压(出)模技术:挤压(出)模技术:
凿岩机钎套温挤压工艺数值模拟优化
郑彦博",谢彪",令今荣波",姜奥雄
1.责州梅岭电源有限公司(贵州遵义563003)
2.贵州航天朝阳科技有限责任公司(贵州遵义563003)
【摘要】采用温挤压工艺成形凿岩机针套,用Deform=3D软件对温挤压成形过程进行数值模拟,分析了不同工艺参数对凿岩机针钎套温挤压成形的影响。结果表明,当摩擦系数为 0.15、毛坏温度为650℃、挤压速度为10mm・s"时,可获得的挤压件的效果最为理想,为此
类零件的实际生产提供有价值的工艺参数参考。关键词:针套:温挤压:数值模拟
中图分类号:TG372
文献标识码:B
NumericalSimulationOptimizationonWarm ExtrudingProcess for Blazing Sets of Rock Drill
[Abstract] This paper adopted warm extruding process for forming brazing sets of rock drill. Deform3D software is used on numerical simulation of warm extruding process. the influence of different process parameters on warm extruding is analyzed. The results showed that the good quality of formed parts can be obtained with friction coefficient of 0.15, warm extruding temperature of 650C,warm extrusion speed of10mm・s,to providea referencefor the practical production of such parts.
Key words: brazing sets; warm extruding; numerical simulation
1引言
温挤压成形技术是近年来在冷挤压成形基础上迅速发展起来的一种少无切屑塑性成形新工艺。温挤压节约能源、节约材料、生产率高,零件的强度高、重量轻、刚性好,精度、粗糙度略低于车削加工,与冷挤压接近,适用于常温成形时变形抗力高、塑性差、加工硬化激烈且又很难成形的高强度金属及耐蚀耐热钢、不锈钢、钛合金钢及含铬量高的钢等材料的加工,更适合于形状复杂的非轴对称异形零件的成形。
本文重点对凿岩机钎套温挤压工艺进行有限元仿真,分析了不同工艺参数对凿岩机钎套温挤压成形
的影响,为实际生产提供理论指导。 2工艺分析
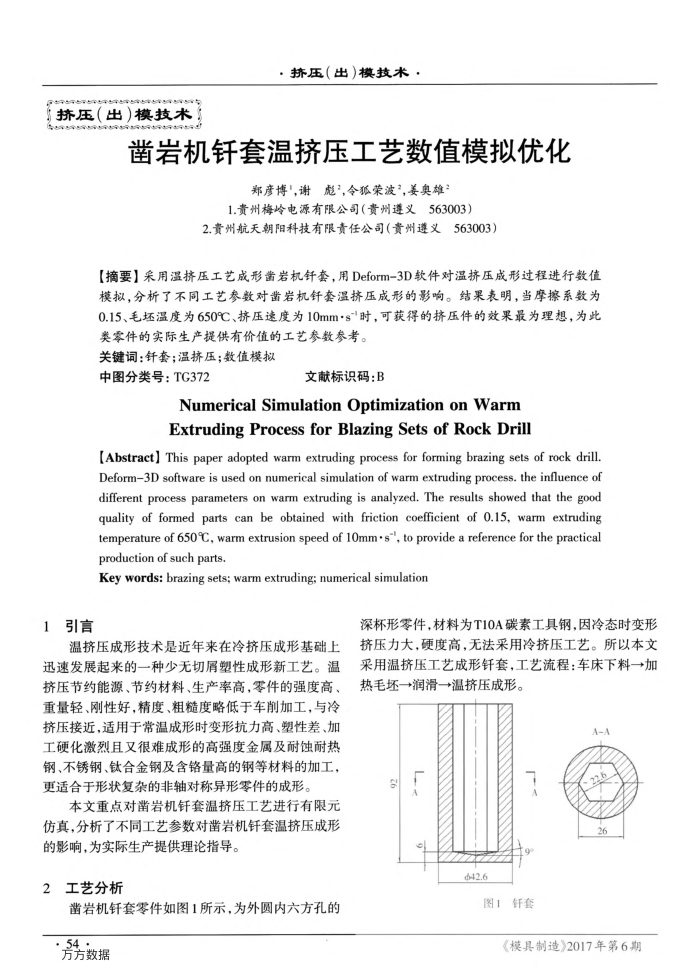
凿岩机钎套零件如图1所示,为外圆内六方孔的・芳芳数据
深杯形零件,材料为T10A碳素工具钢.因冷态时变形挤压力大,硬度高,无法采用冷挤压工艺。所以本文采用温挤压工艺成形钎套,工艺流程:车床下料一→加热毛坏→润滑→温挤压成形。
AA
642.6
图1钎套
(模具制造》2017年第6期
上一章:组合体缩口工艺及模具设计
下一章:翼子板精度提升方案浅析