您当前的位置:首页>论文资料>汽车前地板后横梁落料冲孔模设计
内容简介
 ・冲模技术・
・冲模技术・汽车前地板后横梁落料冲孔模设计
张会军
陕西黄河工模具有限公司(陕西西安710043)
【摘要】分析了汽车前地板后横梁制件的冲压工艺,介绍了落料冲孔模结构,重点介绍了气动切换的气路结构和工作过程。该模具结构紧漆、可靠,能保证制件质量,节约生产成本,
提高生产效率,对此类制件的模具设计有参考价值。关键词:冲压工艺;气动切换;单排左舵;单排右舵
中图分类号:TG385.2
文献标识码:B
DesignofBlanking-PiercingDieforFrontFloorRearCrossbeam[Abstract]Stamping process of front floor rear crossbeam was analyzed and the basic structure of blanking-piercing die was presented. Especially,the structure features of pneumatic switching and operating principle were discussed. The compact and reliable die structure can ensure the quality of production, economize the cost of production and improve operating efficiency.
Key words: stamping process; pneumatic switching ; single rowleft rudder; single rowright rudder
制件工艺分析
落料冲孔是冲压生产中应用最广泛的工艺之一,现以江铃某些车型中的单排左能、单排右能、排半左舵的前地板后横梁为例,介绍3个制件采用气动切换机构后在一副模具上分别冲出相应孔的应用。
06
10
. 12・ 万方数据
410
9
07
349
7
1840
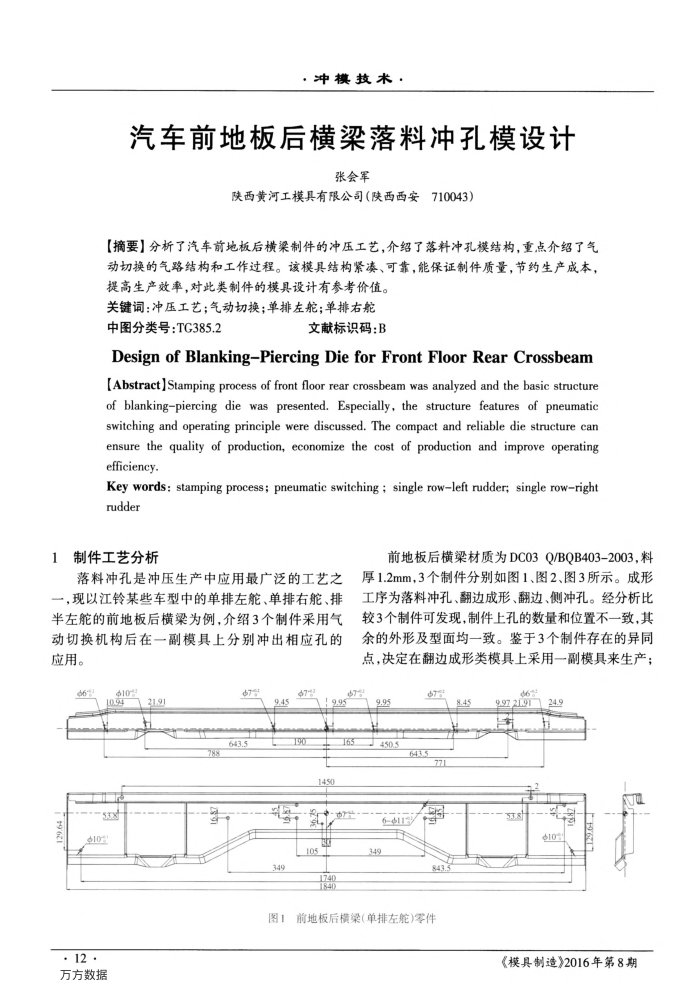
前地板后横梁材质为DC03Q/BQB403-2003,料厚1.2mm,3个制件分别如图1、图2、图3所示。成形工序为落料冲孔、翻边成形、翻边、侧冲孔。经分析比较3个制件可发现,制件上孔的数量和位置不一致,其余的外形及型面均一致。鉴于3个制件存在的异同点,决定在翻边成形类模具上采用一副模具来生产;
67
6 349
842
图1前地板后横梁单排左能)零件
d
9.97 21.91 24.9
《模具制造》2016年第8期
上一章:汽车侧围外板模具四序化设计及降本方案应用
下一章:金属端子自动送料精密注射模设计