内容简介
 引言 1
引言 1・冲模技术・
落料冲孔复合精冲模
文斌
安徽方圆机电股份有限公司(安徽蚌埠233010)
【摘要设计了1副在普通压力机上使用精冲技术的落料冲孔复合精冲模,对模具的工作过
程及模具内型精冲成形的结构给予分析说明,同时给出了精冲的注意事项关键词:精冲;间隙:聚氢酯橡胶;双齿图压料板
中图分类号:TC385.2
文献标识码:B
Blanking-Piercing Compound Fine Punching Die
[Abstract] This paper designed a blankingpiercing compound fine punching die use of fine punching technology on the common punching machine. It analyzed and explanation on the working process of the die and the structure of die inside fine punching, and the attention of fine punching is given here
Key words: fine punching; clearance: polyurethane rubber; double gear ring pressure plate
模具结构及其工作过程 2
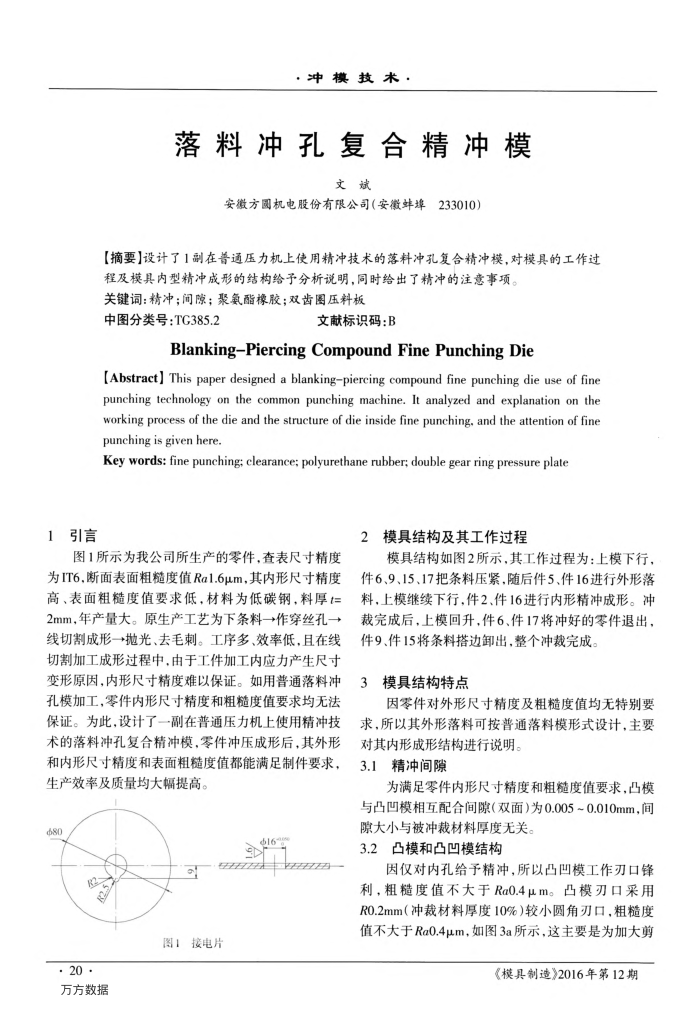
图1所示为我公司所生产的零件,查表尺寸精度为IT6.断面表面粗糙度值Ra1.6μm,其内形尺寸精度高、表面粗糙度值要求低,材料为低碳钢,料厚(= 2mm,年产量大。原生产工艺为下条料一→作穿丝孔一→ 线切割成形→抛光、去毛刺。工序多、效率低,且在线切割加工成形过程中.由于工件加工内应力产生尺寸变形原因,内形尺寸精度难以保证。如用普通落料冲孔模加工,零件内形尺寸精度和粗糙度值要求均无法保证。为此,设计了一副在普通压力机上使用精冲技术的落料冲孔复合精冲模.零件冲压成形后,其外形和内形尺寸精度和表面粗糙度值都能满足制件要求,生产效率及质量均大幅提高。
图:接电片
・ 20 ・ 万方数据
模具结构如图2所示,其工作过程为:上模下行,件6、9、15、17把条料压紧.随后件5、件16进行外形落料,上模继续下行.件2、件16进行内形精冲成形。冲裁完成后,上模回升,件6、件17将冲好的零件退出,件9、件15将条料搭边卸出,整个冲裁完成。
模具结构特点
因零件对外形尺寸精度及粗糙度值均无特别要求,所以其外形落料可按普通落料模形式设计,主要对其内形成形结构进行说明。
精冲间隙
3.1
为满足零件内形尺寸精度和粗糙度值要求,凸模与凸凹模相互配合间隙(双面)为0.005~0.010mm,间
隙大小与被冲裁材料厚度无关。 3.2凸模和凸凹模结构
因仅对内孔给予精冲,所以凸凹模工作刃口锋利,粗糙度值不大于Ra0.4μm。凸模刃口采用 R0.2mm(冲裁材料厚度10%)较小圆角刃口,粗糙度值不大于Ra0.4μm,如图3a所示,这主要是为加大剪
《模具制造》2016年第12期
上一章:浅谈宏程序编程的应用
下一章:铝挤压模性能的影响因素及改善对策