内容简介
 oupe
oupe结构改进
装载机铲斗的改进藤以明
我公司购买的ZL50G型轮式装载机,其全新的铲斗用于推装碎石工况时,铲斗斗齿平均使用寿命约为15个台
班(8h为1个台班),而主切削板使用 100个台班便会变薄,强度降低,甚至出现断裂。
若更换主切削板,工艺要求非常严格,必须保证主切削板与铲斗之间的几何尺寸。但已经变形的铲斗,其几何尺寸定位较为困难,焊接过程中产生的热变形也很难控制,由此造成维修不便,同时费用也很高。根据统计,每年每台装载机仅铲斗磨损产生维修费用就高达 2.3万元,用于维修铲斗的停机时间约 100h。鉴于以上问题,决定对铲斗进行改进。
1.改装齿座和斗齿
原装斗齿结构为M20螺栓贯穿固定式,使用寿命低,尤其两边斗齿的结构由于设计有缺陷,导致其强度较低。加上司机经常利用边斗齿作业,一般在平均使用寿命期间边斗齿都要断掉1~2
主切削板
斗齿座,
焊接处主切削板
2 21
340 220
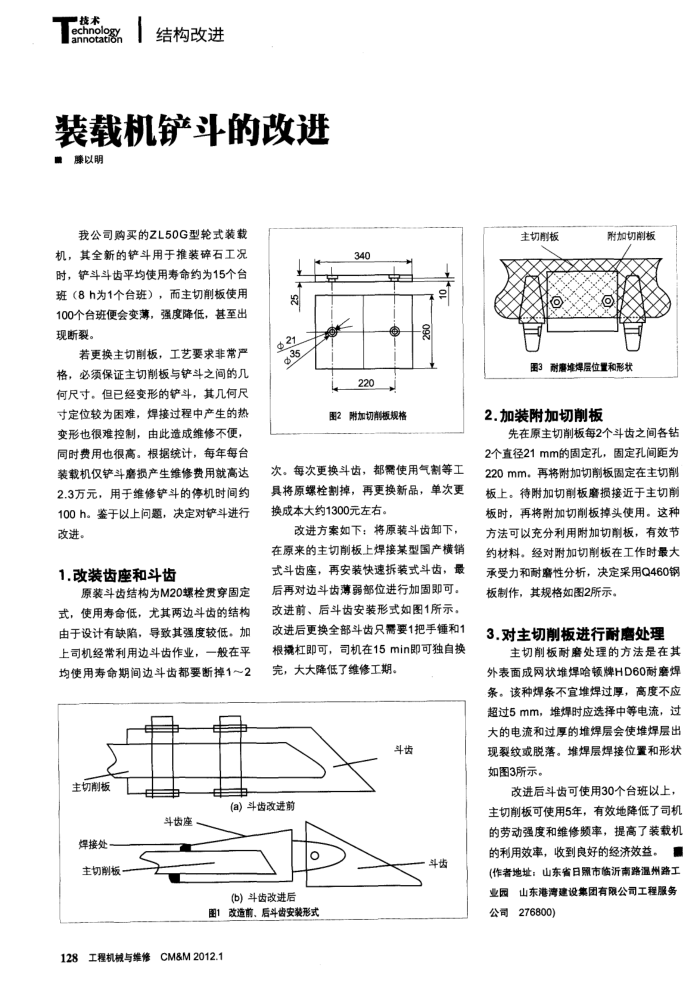
图2附加切削板规格
次。每次更换斗齿,都需使用气割等工具将原螺栓割掉,再更换新品,单次更换成本大约1300元左右。
改进方案如下:将原装斗齿卸下,在原来的主切削板上焊接某型国产横销式斗齿座,再安装快速拆装式斗齿,最后再对边斗齿薄弱部位进行加固即可。改进前、后斗齿安装形式如图1所示。改进后更换全部斗齿只需要1把手锤和1 根撬杠即可,司机在15min即可独自换完,大大降低了维修工期。
斗齿
(a)斗齿改进前
Q
(b)斗齿改进后
图1改造前、后斗齿安装形式
128工程机械与维修CM&M2012.1
斗齿
主切削板
附加切削板
图3耐离堆焊层位置和形状
2.加装附加切削板
先在原主切削板每2个斗齿之间各钻 2个直径21mm的固定孔,固定孔间距为 220mm。再将附加切削板固定在主切削板上。待附加切削板廉损接近于主切削板时,再将附加切削板掉头使用。这种方法可以充分利用附加切削板,有效节约材料。经对附加切削板在工作时最大承受力和耐磨性分析,决定采用Q460钢板制作,其规格如图2所示。
3.对主切削板进行耐磨处理
主切削板耐廉处理的方法是在其外表面成网状堆焊哈顿牌HD60耐焊条。该种焊条不宜堆焊过厚,高度不应超过5mm,堆焊时应选择中等电流,过大的电流和过厚的堆焊层会使堆焊层出现裂纹或脱落。堆焊层焊接位置和形状如图3所示。
改进后斗齿可使用30个台班以上,主切削板可使用5年,有效地降低了司机的劳动强度和维修频率,提高了装载机的利用效率,收到良好的经济效益。需(作者地址:山东省日照市临沂南路温州路工业园山东港湾建设集团有限公司工程服务公司276800)
上一章:中国塔式起重机市场特征及发展展望
下一章:自卸车举升回路的改进