您当前的位置:首页>论文资料>装载机铲斗主刃板焊接工艺的改进
内容简介
 技术
技术echnology annotation
制造工艺
装载机铲斗主刃板焊接工艺的改进刘玉荣
轮式装载机是以装卸散状物料为主的多用途、高效率的工程机械,前后机架、动臂、铲斗是该机的关键结构件,在铲运过程中,铲斗主刃板是受物料度损的主要部位,磨损严重后不但影响整机的使用性能,而且会减少铲斗容量因此,如何改进焊接工艺,保证主刃板堆焊层的焊接质量,提高其耐磨性能,具有重要的现实意义。
1.主刃板堆焊耐磨层现状
朝工FL956型装载机铲斗主刃板采用 16Mn板,板厚32mm,长2966mm,刃口开坡口,在斜面上用D123型堆焊焊条堆焊耐靡层,堆焊层硬度≥30HRC。在相对恶劣工况下,主刃板磨损严重,通常要更换铲斗,不但影响使用,还增加了维修成本。
2.焊接工艺的试验与改进
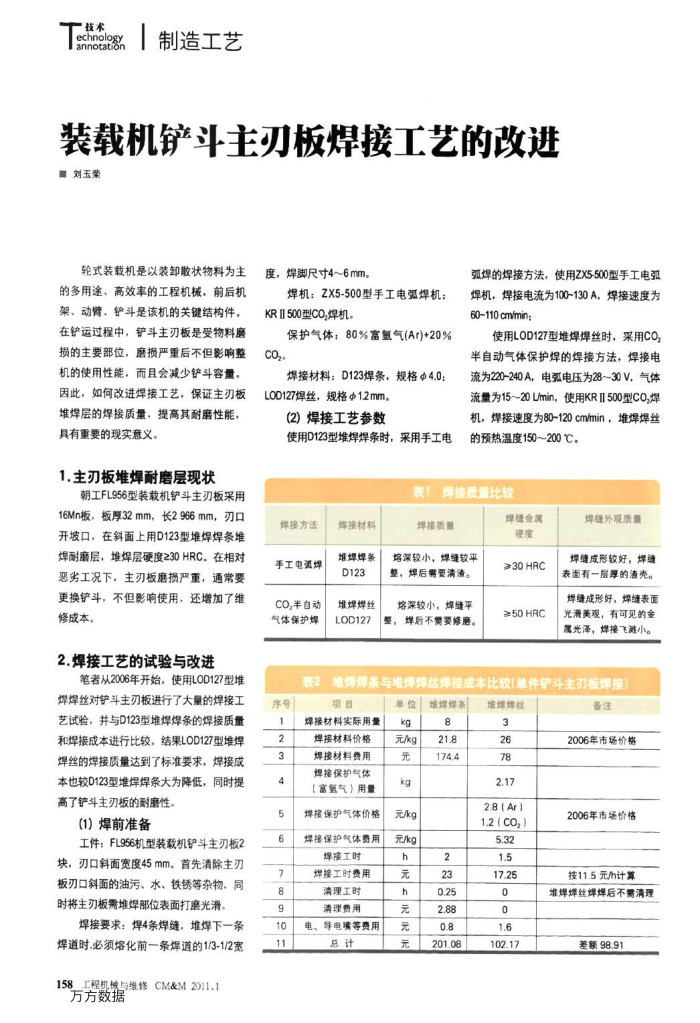
笔者从2006年开始,使用LOD127型堆焊焊丝对铲斗主刃板进行了大量的焊接工艺试验,并与D123型堆焊焊条的焊接质量和焊接成本进行比较。结果LOD127型堆焊焊丝的焊接质量达到了标准要求,焊接成本也较D123型堆焊焊条大为降低,同时提高了铲斗主刃板的磨性。
(1)焊前准备
工件:FL956机型装载机铲斗主刃板2 块,刃口斜面宽度45mm。首先清除主刃板刃口斜面的油污、水、铁锈等杂物。同时将主刃板需堆焊部位表面打磨光滑
焊接要求:焊4条焊缝,堆焊下一条焊道时.必须熔化前一条焊道的1/3-1/2宽
158_工程机增与维修CM&M2011.1 万方数据
度,焊脚尺寸4~6mm。
焊机:ZX5-500型手工电弧焊机: KRII500型CO,焊机。
保护气体:80%富氢气(Ar)+20% co,
焊接材料:D123焊条,规格Φ4.0: LOD127焊丝,规格中1.2mm。
(2)焊接工艺参数
使用D123型堆焊焊条时,采用手工电
弧焊的焊接方法,使用ZX5-500型手工电弧焊机,焊接电流为100~130A,焊接速度为 60~110cm/min;
使用LOD127型堆焊焊丝时,采用CO,半自动气体保护焊的焊接方法,焊接电流为220-240A,电弧电压为28~30V,气体流量为15~20min,使用KRI500型CO,焊机,焊接速度为80~120cm/min,堆焊焊丝的预热温度150~200℃。
表1焊接质量比较
焊接方法手工电弧焊 cO,半自动气体保护焊
焊接材料堆焊焊条 D123
堆焊焊丝 LOD127
焊接质量
熔深较小,焊缝较平整,焊后需要清渣。
熔深较小,焊缝平焊后不需要修磨。整,
焊缝金属硬度
>30HRC 50HRC
焊缝外观质量
焊缝成形较好,焊缝表面有一层厚的壳。
焊缝成形好,焊缝表面光满美观,有可见的金属光泽,焊接飞滋小。
堆焊焊条与堆焊焊丝焊接成本比(单件铲斗主刃板焊接表2
序号 2 3
8 6 10 11
项目
焊接材料实际用量焊接材料价格焊接材料费用焊接保护气体【富氢气】用量
焊接保护气体价格焊接保护气体费用
焊接工时焊接工时费用清理工时清理费用
导电嘴等费用电
总计
堆焊焊条单位
kg 元/kg 元 kg
元/kg 元kg h 元 h 元元元
8 21.8 174.4
2 23 0.25 2.88 0.8 201.08
堆焊焊丝 3 26 78 2.17 2.8(Ar) 1.2(co,) 5.32 1.5 17.25 0 0 1.6 102.17
备注
2006年市场价格 2006年市场价格按11.5元/h计算
堆焊焊丝焊焊后不需清理
差额98.91
上一章:自动微调机构在工程机械组对中应用
下一章:装载机定轴式变速器常见故障排查