您当前的位置:首页>论文资料>托辊轴端盖复合模设计
内容简介
 模具工业2010年第36卷第8期
模具工业2010年第36卷第8期托辊轴端
盖复合模设计刘跌琨
(河南省鹤壁市技工学校,河南鹤壁458030)
摘要:分析了托辊轴端盖冲压成形工艺,经过儿次试验并修改设计,完善了集落料、拉深、冲孔翻边及修边的一复合模。模具结构虽然相对复杂,但结构繁,设计合理,大大提高了生产效率,降低了成本,保证了产品质量。
关键词:端盖;复合模;设计要点
中图分类号:TG386.42
文献标识码:B
文章编号:1001-2168(2010)08~0037-03
Acompounddiefortheendcoverofsupportingrollershaft
LIU Mo-kun
(Hebi Technical School,Hebi,Henan 458030.China)
Abstract: The stamp forming process of the end cover of a supporting roller shaft was analyzed and
a compound die combining blanking,drawing,punching,flanging and trimming was developed. Key words: end cover; compound die; design points
1引言
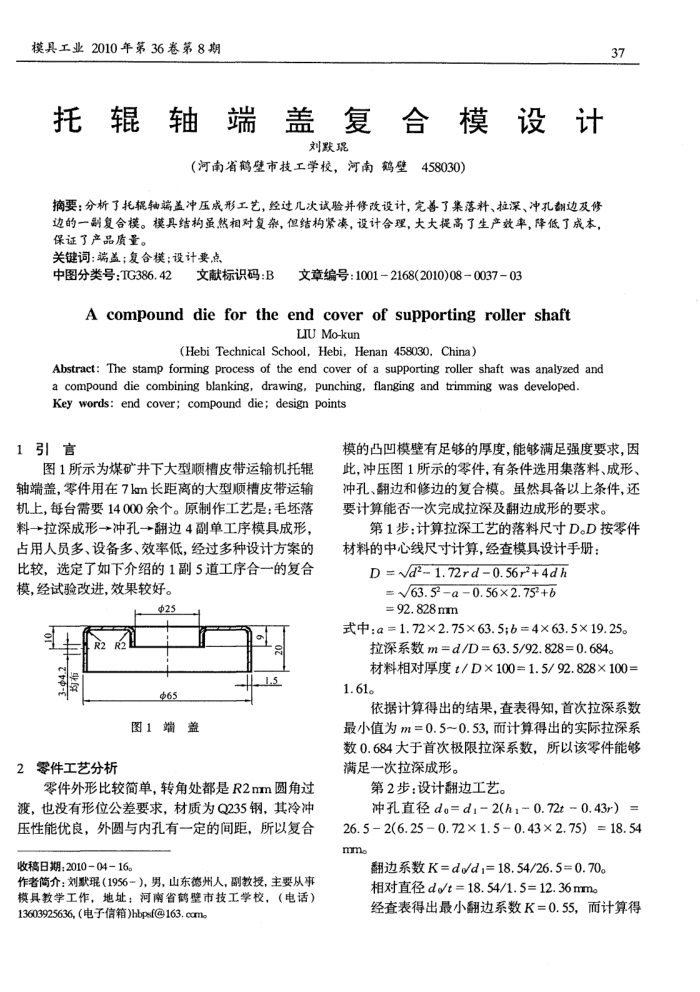
图1所示为煤矿井下大型顺槽皮带运输机托辊轴端盖,零件用在7lm长距离的大型顺槽皮带运输机上,每台需要14000余个。原制作工艺是:毛坏落料→+拉深成形→+冲孔→翻边4副单工序模具成形,占用人员多、设备多、效率低,经过多种设计方案的比较,选定了如下介绍的1副5道工序合一的复合模,经试验改进,效果较好。
25
of 15
65
图1端盖
2零件工艺分析
零件外形比较简单,转角处都是R2mm圆角过渡,也没有形位公差要求,材质为Q235钢,其冷冲压性能优良,外圆与内孔有一定的间距,所以复合
收稿日期:201004-16。
作者简介:刘默琨(1956-),男,山东德州人,副教投,主要从事模具教学工作,地址:河南省鹤壁市技工学校,(电话) 13603925636,(电子信箱)hbpsf@163.com。
37
模的凸凹模壁有足够的厚度,能够满足强度要求,因此,冲压图1所示的零件,有条件选用集落料、成形、冲孔、翻边和修边的复合模。虽然具备以上条件,还要计算能否次完成拉深及翻边成形的要求。
第1步:计算拉深工艺的落料尺寸D。D按零件材料的中心线尺寸计算,经查模具设计手册:
D = Va2-1.72rd -0.56r2+4d h =63.52a0.56×2.75*+b =92.828mm
式中:a=1.72×2.75×63.5;6=4×63.5×19.25。
拉深系数m=d/D=63.5/92.828=0.684。
材料相对厚度t/D×100=1.5/92.828×100= 1.61。
依据计算得出的结果,查表得知,首次拉深系数最小值为m=0.5~0.53,而计算得出的实际拉深系数0.684大于首次极限拉深系数,所以该零件能够满足一次拉深成形。
第2步:设计翻边工艺。
冲孔直径d。=d,2(h,=0.72t-0.43r)= 26.5 2(6.25 0.72 × 1.5 0.43 × 2.75)= 18.54 mmo
翻边系数K=d/d,=18.54/26.5=0.70。相对直径d/t=18.54/1.5=12.36mm
经查表得出最小翻边系数K=0.55,而计算得
上一章:铝材纳米成形技术与应用
下一章:汽车热风歧管大角度圆弧管脱模机构与注射模设计