您当前的位置:首页>论文资料>组合钻床电气控制线路的改进设计
内容简介
 数学执本与变用
数学执本与变用组合钻床电气控制线路的改进设计
黎文伟
(茂名市交通高级技工学校广州茂名525000)
设计开发
摘要:近年来随着生产岗位对操作技术人置要求的不断提高,大量技工学生在工作齿位上作出了不小的贡缺。为了更好遗应工作,学生在学习中要更加直接有效地学到技能,设备更接近生产机械,据此对组合钻床电气控制线路进行了改进,使其更加接近生产的组合钻床,以促进自动化设备电气控制线路的教学,提高学生的专业操作技能本平
关键调:组合钻床电气控制线露梯形图设计及调试
中图分类号:TG51]
文献标识码:A
在现代化工业生产中,PLC和变频器得到越来越广泛的应用,如电梯、自动化生产控制等,经过多年教学发现,现有组合钻床电气控制线路已显得比较落后,现结合生产和教学需要,对原有电气控制线路作出改进设计,以适应教学并使同学学习PLC和变频器的综合应用,更接近生产过程的技术操作。
组合钻床电气控制系统改进设计主要包括以下几个方面。 1输入输出I/O分配表
输入继电器
xo xI x2 x3 4 X5 x6
x7 x10 I1
作用
启动按钮
大钻下限位开关小钻下限位开关大钻上限位开关小钻上限位开关工件能转限位1 工件能转限位2 工件旋转展位3
及松开程序循环停止按钮
2电气控制系统器件的清单
输出继电器作用 YO
夹紧继电器
Y1 Y2 Y3 Y4 Y5 94
LA Y10
大钻继电器小钻继电器下降继电器上升缝电器旋转台维电器
升降电机频率(中速40HZ) 转台电机频率(高逼60HZ)夹紧继电器频率(低逼20HZ)
PLC可编程控制器一个,变频器一台、计算机一台通信电缆一条、电机4台、开关3个、限位开关7个、接线端口若干、导线若干。
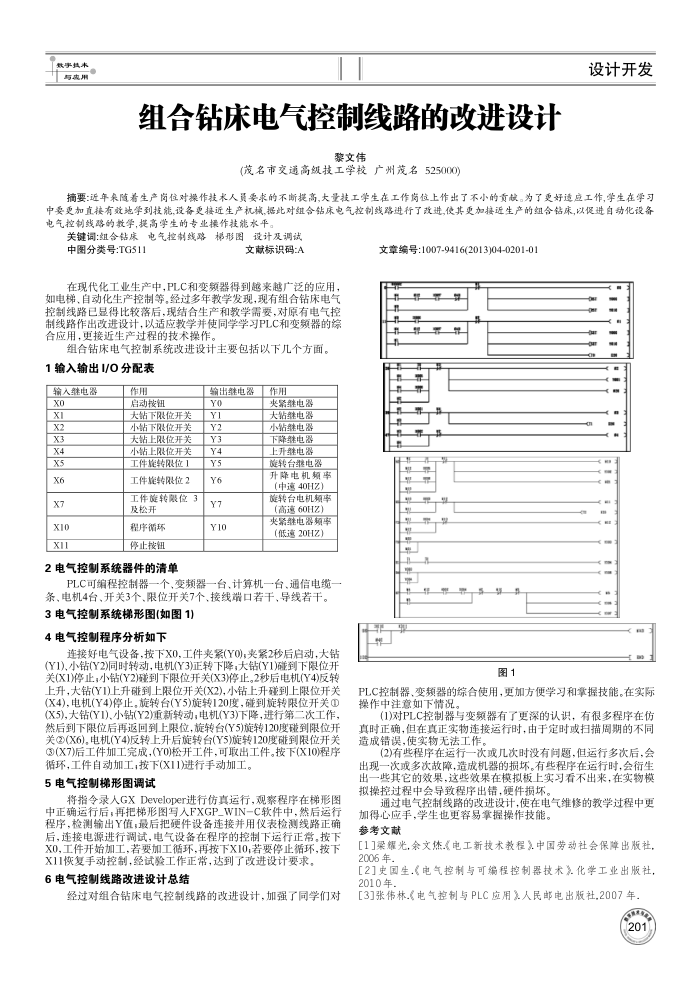
3电气控制系统梯形图(如图1) 4电气控制程序分析如下
连接好电气设备,按下X0.工件卖紧(Y0),夹紧2秒后启动,大钻(Y1)、小钻(Y2)同时转动,电机(Y3)正转下降,大钻(Y1)碰到下限位开关(X1)停止,小钻(Y2)硅到下限位开关(X3)停止。2秒后电机(Y4)反转上升,大钻(Y1)上升硅到上限位开关(X2),小钻上升硅到上限位开关(X4),电机(Y4)停止,旋转台(Y5)旋转120度,碰到旋转限位开关①(X5),大钻(Y1)、小钻(Y2)重新转动;电机(Y3)下降,进行第二次工作,然后到下限位后再返回到上限位,旋转台(Y5)旋转120度磁到限位开关②(X6)。电机(Y4)反转上升后旋转台(Y5)旋转120度碰到限位开关 ③(X7)后工件加工完成,(Y0)松开工件,可取出工件。按下(X10)程序
循环,工件自动加工,按下(X11)进行手动加工。 5电气控制梯形图调试
将指令录人GXDeveloper进行仿真运行,观察程序在梯形图中正确运行后,再把梯形图写入FXGP_WIN-C软件中,然后运行程序,检测输出Y值最后把硬件设备连接并用仪表检测线路正确后,连接电源进行调试,电气设备在程序的控制下运行正常,按下 X0,工件开始加工,若要加工循环,再按下X10,若要停止循环,按下
X11恢复手动控制,经试验工作正常,达到了改进设计要求。 6电气控制线路改进设计总结
经过对组合钻床电气控制线路的改进设计,加强了同学们对
文章编号:1007-9416(2013)04-0201-01 室
生古活指
图1
-.
C
81
PLC控制器、变频器的综合使用,更加方便学习和量握技能。在实际操作中注意如下情况。
(1)对PLC控制器与变频器有了更深的认识,有很多程序在仿真时正确,但在真正实物连接运行时,由于定时或扫描周期的不同造成错误,使实物无法工作。
(2)有些程序在运行一次或几次时没有间题,但运行多次后,会出现一次或多次故障,造成机器的损坏。有些程序在运行时,会衍生出一些其它的效果,这些效果在模拟板上实习看不出来,在实物模拟操控过程中会导致程序出错,硬件损坏。
通过电气控制线路的改进设计,使在电气维修的教学过程中更
加得心应手,学生也更容易章握操作技能。参考文献
[1门梁耀光,余文然《电工新技术教程》中国劳动社会保障出版社, 2006年
[2]史国生.《电气控制与可编程控制器技术》化学工业出版社, 2010年,
[3]张伟林.《电气控制与PLC应用》人民邮电出版社.2007年,
201