3MZ1410B磨床磨削双列球轴承外圈双沟道的工艺改进
内容简介
 机电工程技术2017年第46卷第08期
机电工程技术2017年第46卷第08期DOI: 10.3969 /j.issn.10099492.2017.08. 002
加工技术与机床
3MZ1410B磨床磨削双列球轴承外圈双沟道的工艺改进
陈太平
(中山市盈科轴承制造有限公司,广东中山528437)
摘要:分析了现有3MZ1410B单沟液压磨床分两次装夹定位磨削双列球轴承外圈双沟道存在的不足,即先磨出第一条沟,将外圈翻面再磨削第二条沟,因此,很难保证两沟道中心距尺寸的一致性,且产品安装合套率相应低下。利用现有设备,通过加装一套沟心距定位装置对原有加工工艺进行改进,实现了将两次装夹定位变为一次装夹定位磨削双列球轴承外圈双沟道,保证了沟心距尺寸的统一,提高了产品安装合套率和使用性能
关键调:双列球轴承;双沟道;沟心距;合套率;定位装置;工艺改进
中图分类号:TG580.6
文献标识码:B
文章编号:10099492(2017)08000502
TechniqueImprovementofOuterRingDoubleRacewayGrindingBy
GrindingMachine3MZ141oBonDoubleRowBallBearings
CHEN Tai-ping
(TCB Bearing Manufacturing Co., Ltd., Zhongshan 528437, China)
Abstract: Based on current technique of 3MZ1410B single raceway hydraulic grinding machine for outer ring double raceway grinding by means of clamping twice, i.e. grinding one raceway, and then tuming around for other raceway grinding, the confomity of raceway distance is dificult to be ensured in process and the matching nate is at the low level. In onder to eliminate this shortcoming of curent equipment, improve the technique by adding a raceway distance fixing device to realize one claming and ensure the conformity of raceway distance so as to improve the matching rate in assembly and at the same time improve the application performance of products.
Key words: double row ball bearings: double raceway; nceway distance; matehing rate; fixing device; technique improvement
0引言
双列球轴承外圈的双沟道磨削加工,是双列球轴承外圈生产中的关键工序,其磨削加工外圈两沟道中心距(沟心距)的尺寸精度、两沟道之间平行度以及两沟道对基准端面的平行度,将直接影响后续工序的产品安装合套率及合套之后的产品性能。因此,如何利用工厂现有 3MZ1410B单沟液压磨床设备通过低成本的技术改进,将磨削外圈双沟道工序中的两次装夹定位加工工艺改为一次装夹定位加工工艺,对于保证外圈两沟道的加工精度、提
高产品安装合套率和生产效率至关重要。 1传统加工工艺存在的问题
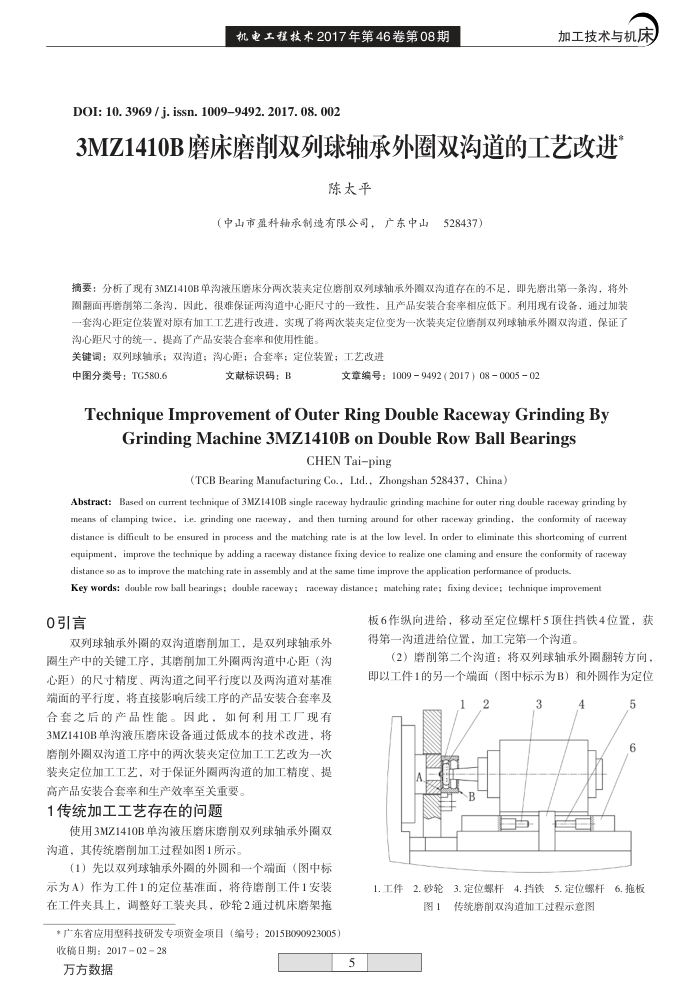
使用3MZ1410B单沟液压磨床磨削双列球轴承外圈双沟道,其传统磨削加工过程如图1所示。
(1)先以双列球轴承外圈的外圆和一个端面(图中标示为A)作为工件1的定位基准面,将待磨削工件1安装在工件夹具上,调整好工装夹具,砂轮2通过机床磨架拖
*广东省应用型科技研发专项资金项目(编号:2015B090923005)
收稿日期:20170228 万方数据
5
板6作纵向进给,移动至定位螺杆5顶住挡铁4位置,获得第一沟道进给位置,加工完第一个沟道。
(2)磨削第二个沟道:将双列球轴承外圈翻转方向,即以工件1的另一个端面(图中标示为B)和外圆作为定位
2
3
4
5
1.工件2.砂轮3.定位螺杆4.挡铁5.定位螺杆6.拖板
图1
传统磨削双沟道加工过程示意图
上一章:数控车轴磨床送料系统设计
下一章:车铣复合机床运动及其五轴联动时后处理算法研究