您当前的位置:首页>论文资料>薄壁滚子轴承内圈磨削工艺的改进
内容简介
 Academic 学术
Academic 学术且运输机的功率可以完全不受影响的连续工作,离合器的力矩能够灵活的被调整,以满足不同工况下的不同机器需求。
3.矿用刮板运输机的维修及养护
矿用刮板运输机的维护及检修要贯彻到日常工作中,要保证每班检查、每日检查、每周检查和每月检查。每日检查的内容包括了检查刮板、接链环是否连接正常,查看链轮轴的运转是否正常,检查是否存在油的现象,检查电机的运转是否正常,检查溜槽的间隙是否过大,有无脱节现象,险铃销有无损坏,及时清理机头、机尾、减速器及连接罩简上的杂物,便于机器的散热。每周检查则包括了重复每班检查的任务,此外还要注意刮板链张紧是否合适,同时要注意两条链的松紧是否一致,检查发链器是否正常,不能存在至斜卡链的现象,检查滴槽是否有损坏,是否存在过度磨损的现象,还要对机头的整体情况进行检查。每月检查则包括了每班检查和每周检查的全部步骤,还要取一段链条进行检查,检套伸长量达到或者超过原始长度的2.5%时就需要及时更换新的链条。
在减产链轮组件时,首先检查链轮的磨损与破坏情况,避免造成链条与刮板的破坏,从而确保刮板链的正常运行。
同时检查链条,避免链轮被链条及刮板等破坏或磨损。检查滚筒与链轮的间隙,确保链轮在机架上的正确位置,否则会引起:
轴承和浮动油封的破坏,超载传动并引起过热。检查油位并查清非正常减少的原因,低油位将引起过热,若不及时纠正,将引起轴承损坏,密封件的失效。有规律地进行磨损检查和分析,确保机械部件被监控避免损坏。
刮板链应当保持适当的预紧力,链条的节距要适当,要及时的更换损失和丢失的刮板,运输机工作两周后要需要重新紧固每个刮板螺栓,并且需要进行每日的严格检测。保证刮板链的链条张力不能过低。不能只更换一条链条,一般都需要两条一起更换。在任何情况下都不能增大刮板间距。链条必须要配对使用,不允许在刮板螺栓损坏或者丢失的刮板的情况下继续运行。
对减速器的检测则包括了检查油位,
如果油位突然下降,要找到油位突变的原因,同时确保减速器在使用时冷却器的正确工作,避免由于散热不当造成减速器零部件的损坏。主要检查减速器固定的蝶栓,确保螺栓紧在正确位置,减速器长期存放需要进行定期的转动,
需要定期进行润清滑油的残渣分析,经常性的清除浮煤,以提高机器的散热效果。在矿用刮板输运机在并下作业时要保证不打开箱体,不允许在油量不足或者无油的情况下使用。
4.结束语
本文的探讨,还存在一些不足的地
方,欢迎读者批评指正。对于设备的设计细节,设备结构稳定性的建模分析等部没有展开详细的讨论:但是针对设备结构设计进行了讨论,也就维护工作进行分析,希望能够发挥这样一些理论的价值,让这些理论能够更好地应用到实际工作中去,提高矿产工作的效率。
参考文献:
[1]王冰,刘俊,吴涛.综采工作面
大功率刮板输送机选型及起动特性分析[J].煤矿机械,2013(06):119-120
[2]于淑正,彭永超,黄金涵,SGZ800/750型刮板输送机中部槽的设计[J].煤矿机械,2012(11):89-16
[3]温刚建,刘殿珩,郭思新.刮板
输送机信号控制装置的研制与应用[] 通用机械,2013(09):11-13
薄壁滚子轴承内圈磨削工艺的改进
王玉良
471039
洛阳轴承研究所有限公司
河南洛阳)
摘要:针对薄壁滚子轴承内圈传统磨削加工工艺的加工精度和生产效率低、废品率高等问题,对磨削工艺进行改进,将单个内磨削改为2个内需整体磨削后切割,经实际生产证明,改进后的工艺大大提高了生产效率,降低了产品的废品率,保证了较好的加工精度。
满望滚子轴承:内圈;磨朝:尺寸公差
关键词
随着制造技术的不断进步,许多先进工业设备逐渐向轻型系列发展,薄壁轴承因其占用空间小的结构优势被广泛应用于结构紧淡或装备空间有限的机械设备中[],在工业生产的诸多领域都被产泛地应用,为推动装备制造业的发展做出了重大贡献。由于薄壁轴承有着极薄的轴承端面,有助于产品实现小型化和轻量化。但是因为薄壁轴承套感刚度较低,传统磨削加工使其变形量较大而且加工精度也难以保证,因此为了使薄壁轴承能够得到更产泛的利用,应该对现有的薄壁滚子轴承加工工艺进行改良,提高其加工精度,减小变形量以符合目前先进工业设备的发展趋势(2-1)。
1.传统薄壁滚子轴承内圈磨削工艺 24中国机械Machine Crina
存在的间题
采用传统磨削加工工艺的薄壁滚子
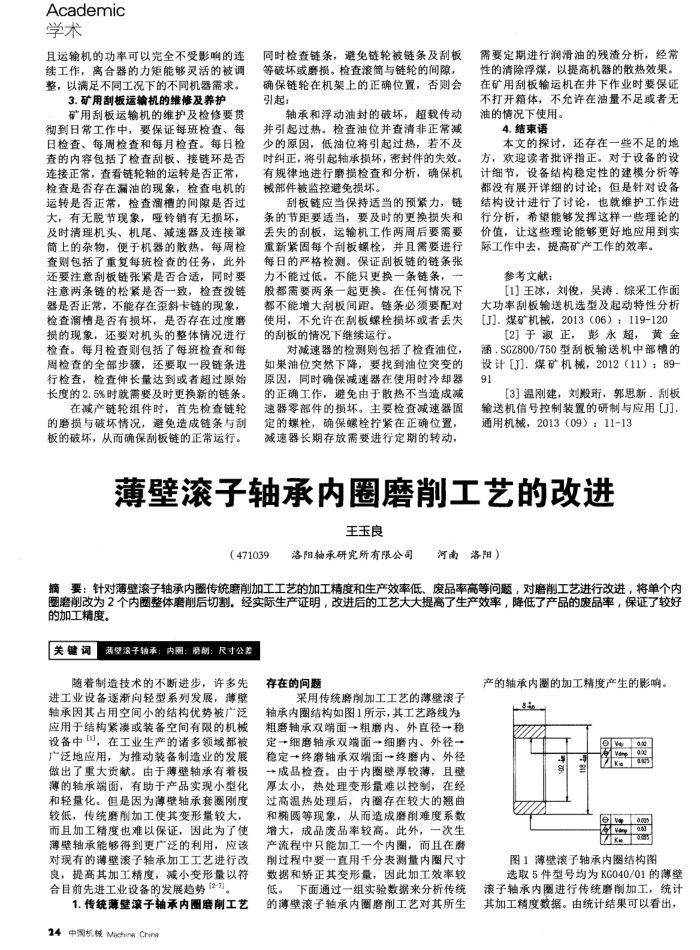
轴承内圈结构如图1所示,其工艺路线为租磨轴承双端面→租磨内、外直径→稳定→+细磨轴承双端面→细磨内、外径→ 稳定→+终磨轴承双端面→终磨内、外径 →成品检查。由于内图壁厚较薄,且壁厚太小,热处理变形量难以控制,在经过高温热处理后,内图存在较大的想曲和筛圆等现象,从而造成磨前难度系数增大,成品废品率较高。此外,一次生产流程中只能加工一个内圈,而且在臀削过程中要一直用分表测量内图尺寸数据和矫正其变形量,因此加工效率较低。下面通过一组实验数据来分析传统的薄壁滚子轴承内圈磨削工艺对其所生
产的轴承内图的加工精度产生的影响。
国 e
.00
图1薄壁滚子轴承内圈结构图
选取5件型号均为KG040/01的薄壁滚子轴承内圈进行传统磨削加工,统计其加工精度数据。由统计结果可以看出,