����ǰ��λ�ã���ҳ>��������>װ�ػ����ۼӹ�Ҫ��
װ�ػ����ۼӹ�Ҫ��
���ݼ��
 װ�ػ����ۼӹ�Ҫ�㶡�ľ�����ϼ
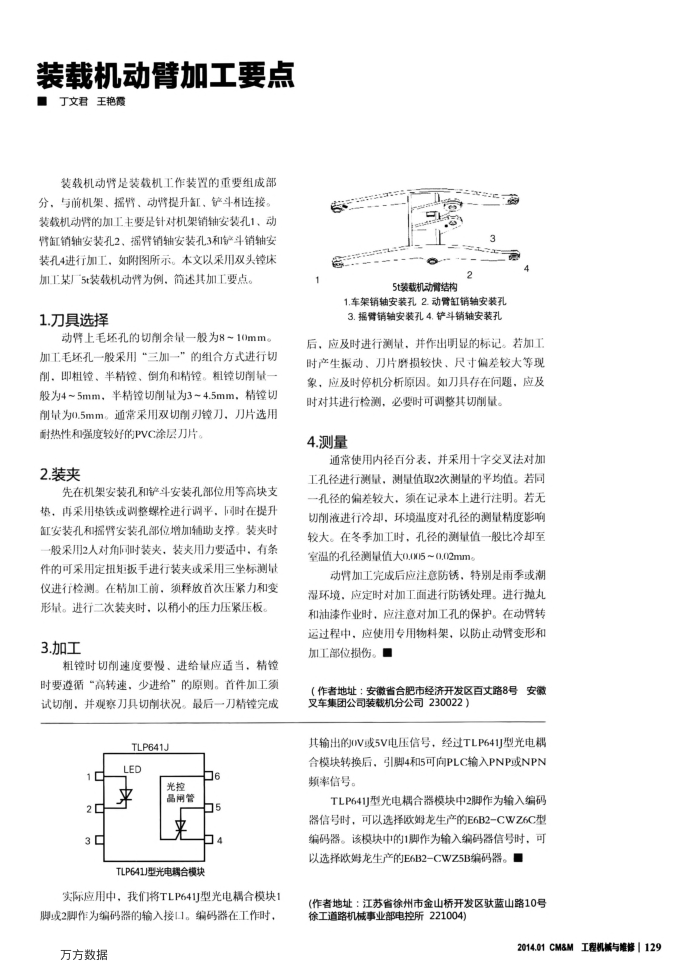
װ�ػ����ۼӹ�Ҫ�㶡�ľ�����ϼװ�ػ�������װ�ػ�����װ�õ���Ҫ��ɲ��֣���ǰ���ܡ�ҡ�ۡ����������ס�����������װ�ػ����۵ļӹ���Ҫ����Ի������ᰲװ��1�����۸����ᰲװ��2��ҡ�����ᰲװ��3�Ͳ������ᰲװ��4���мӹ����總ͼ��ʾ�������Բ���˫ͷ犴�
�ӹ�ij��5tװ�ػ�����Ϊ����������ӹ�Ҫ�㡣 1.����ѡ��
������ë������������һ��Ϊ8~10mm���ӹ�ë����һ����á�����һ������Ϸ�ʽ��������������犡��뾫犡����Ǻ;���������������Ϊ4~5mm���뾫��������Ϊ3~4.5mm����������Ϊ0.5mm��ͨ������˫����犵�����Ƭѡ��
�����Ժ�ǿ�ȽϺõ�PVCͿ�㵶Ƭ�� 2.װ��
���ڻ��ܰ�װ�Ͳ�����װ�ײ�λ�õȸ߿�֧�棬�ٲ��õ����������˨���е�ƽ��ͬʱ�������װ�װ��ҡ�۰�װ�ײ�λ���Ӹ���֧�أ�װ��ʱ�����2�˶Խ�ͬʱװ�У�װ������Ҫ���У��������Ŀɲ��ö�Ť�ذ��ֽ���װ�л��������������ǽ��м�⡣�ھ��ӹ�ǰ�����ͷ��״�ѹ�����ͱ����������ж���װ��ʱ������С��ѹ��ѹ��ѹ��
3.�ӹ�
����ʱ�����ٶ�Ҫ����������Ӧ�ʵ�����ʱҪ��ѭ����ת�٣��ٽ�������ԭ�����ӹ��������������۲쵶������״�������һ���������
TLP641J LED
10 2 3
��
��ؾ��Ϲ�
��
6 05 14
TLP641/������ģ��
ʵ��Ӧ���У����ǽ�TLP641J������ģ��1 �Ż�2����Ϊ������������ӿڡ��������ڹ���ʱ��
������
5tװ�ػ����۽ṹ
2
1.�������ᰲװ��2.���۸����ᰲװ�� 3.������ᰲװ��4.�������ᰲװ��
��Ӧ��ʱ���в��������������Եı�ǡ����ӹ�ʱ��������Ƭĥ��Ͽ졢�ߴ�ƫ��ϴ������Ӧ��ʱͣ������ԭ���絶�ߴ������⣬Ӧ��
ʱ������м�⣬��Ҫʱ�ɵ������������� 4.����
ͨ��ʹ���ھ��ٷֱ���������ʮ�ֽ��淨�Լӹ������в���������ֵȡ2�β�����ƽ��ֵ����ͬ-���ı��ϴ����ڼ�¼���Ͻ���ע������������Һ������ȴ�������¶ȶԿ��IJ�������Ӱ��ϴ��ڶ����ӹ�ʱ�����IJ���ֵһ�����ȴ�����µĿ�����ֵ��0,005~0,02mm
���ۼӹ���ɺ�Ӧע����⣬�ر����꼾�컷����Ӧ��ʱ�Լӹ�����з���������������������ҵʱ��Ӧע��Լӹ��ı������ڶ���ת�˹����У�Ӧʹ��ר�����ϼܣ��Է�ֹ���۱��κͼӹ���λ���ˡ���
�����ߵ�ַ������ʡ�Ϸ��о��ÿ���������·8�Ű��ղ泵���Ź�˾װ�ػ��ֹ�˾230022��
�������oV��5V��ѹ�źţ�����TLP641J������ģ��ת��������4��5����PLC����PNP��NPN Ƶ���źš�
TLP641J��������ģ����2����Ϊ����������ź�ʱ������ѡ��ŷķ��������E6B2-CWZ6C�ͱ���������ģ���е�1����Ϊ����������ź�ʱ������ѡ��ŷķ��������E6B2-CWZ5B����������
(���ߵ�ַ������ʡ�����н�ɽ�ſ���������ɽ·10���칤��·��е��ҵ�������221004)
2014.01CM&M���̻�е��ά��|129
��һ�£�ۻ�鹤�̻�еҺѹϵͳ�Ĺ�����ϴ�ʩ
��һ�£����̻�е���ͻ����ͱù���3��