您当前的位置:首页>论文资料>起重机转向缸与支座连接结构的改进
内容简介
 起重机转向缸与支座连接结构的改进李杰李强张丛丛
起重机转向缸与支座连接结构的改进李杰李强张丛丛1.转向缸与支座连接结构
我们在设计某型起重机时,为其底盘转向系统的转向缸设计了圆台形转向缸支座。转向缸圆台形支座上部为圆柱形销轴,用于连接转向缸缸简低部销孔,销轴端部用M55的螺母固定。为了提高转向缸支座强度,在其周围布置了3块筋板,与转向缸支座一同焊接在车架上。该支座主要承受来自于起重机转向时转向缸所施加的推
力和弯矩。转向缸支座结构如图1所示。
图1某起重机转向缸支座结构
过滤机油口位置
上置油箱位置
进油口出油口
2230mm
2200mmm
2005mm
1180mm
1350mm
过滤机进出油口
5t侧置油箱 3t侧置油箱
1800mm 地面
图3上置式与侧置式液压油箱油位对比
动臂及转向联合操作。这种过滤方法的目的是使装载机液压油箱油温下降。
我们再次用该工艺规范对升级改进装载机进行测试。测试前装载机液压万方数据
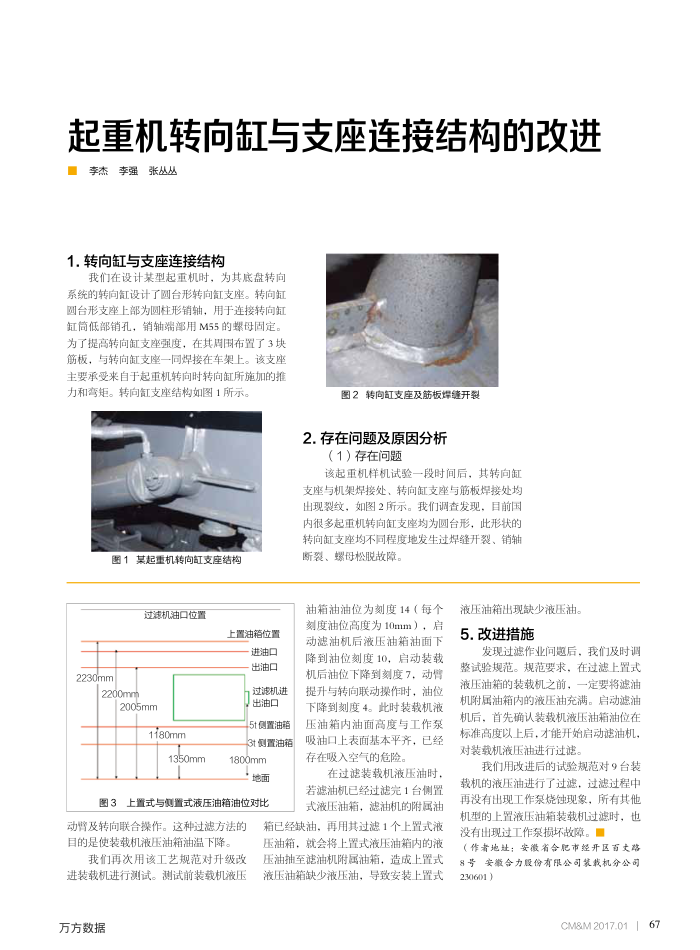
图2转向缸支座及筋板焊缝开裂
2.存在问题及原因分析
(1)存在问题
该起重机样机试验一段时间后,其转向缸支座与机架焊接处、转向缸支座与筋板焊接处均出现裂纹,如图2所示。我们调查发现,目前国内很多起重机转向缸支座均为圆台形,此形状的转向缸支座均不同程度地发生过焊缝开裂、销轴断裂、螺母松脱故障。
油箱油油位为刻度14(每个刻度油位高度为10mm),启动滤油机后液压油箱油面下降到油位刻度10,启动装载机后油位下降到刻度7,动臂提升与转向联动操作时,油位下降到刻度4。此时装载机液压油箱内油面高度与工作泵吸油口上表面基本平齐,已经存在吸入空气的危险。
在过滤装载机液压油时,若滤油机已经过滤完1台侧置式液压油箱,滤油机的附属油
箱已经缺油。再用其过滤1个上置式液压油箱,就会将上置式液压油箱内的液压油抽至滤油机附属油箱,造成上置式液压油箱缺少液压油,导致安装上置式
液压油箱出现缺少液压油。 5.改进措施
发现过滤作业问题后,我们及时调整试验规范。规范要求,在过滤上置式液压油箱的装载机之前,一定要将滤油机附属油箱内的液压油充满。启动滤油机后,首先确认装载机液压油箱油位在标准高度以上后,才能开始启动滤油机,对装载机液压油进行过滤。
我们用改进后的试验规范对9台装载机的液压油进行了过滤,过滤过程中再没有出现工作泵烧蚀现象,所有其他机型的上置液压油箱装载机过滤时,也没有出现过工作票损坏故障。
(作者地址:安徽省合肥市经开区百丈路 8号安徽合力股份有限公司装载机分公司 230601)
CM8M 2017.01 67
上一章:三一SR280R献力武汉城市交通建设工程
下一章:液压混合动力装载机的节能研究