您当前的位置:首页>论文资料>双联组配角接触球轴承加工工艺的改进
内容简介
 第37卷第1期 2016年3月
第37卷第1期 2016年3月哈
尔
滨
轴
承
JOURNALOFHARBINBEARING
双联组配角接触球轴承加工工艺的改进
张延波,周春宇
(瓦房店轴承集团有限责任公司,辽宁瓦房店116300)
Vol.37 No.1 Mar. 2016
摘要:针对组配角接触球轴承成品组配合格事低,大部分需要通过遗工来保证成品凸出量等间题,对加工工艺进行了改进,使成品凸出量得到了较好控制,提高了成品组配合格率,缩短了加工周期,提高了生产效率,也为全业高得了经济效益。
关键词:角接触球轴承;组配;凸出量;沟位置
中图分类号:TH133.33*1
文献标识码:B
文章编号:16724852(2016)01002502
Processing improvement of double coupled angular contact ballbearing
Zhang Yanbo,Zhou Chunyu
(Wafangdian Bearing Group Co., Ltd., Wafangdian 116300,China)
Abstract: For the problems that the qualified rate of the angular contact ball bearing collocation is low, and most of them need to rework to ensure the finished product protrusion and so on,the processing technology is improved to control better the finished product bearing protrusion, improve the qualified rate of finished products, shorten the processing cycle ,improve the production efficiency , and win the economic benefits for the enterprise also
Key words: angular contact ball bearing; collocation; protrusion; groove location
1前言
双联组配角接触球轴承是由两套角接触球轴承组配而成,组配的方式有三种:面对面(DF)、背对背(DB)以及串联(DT)。产品主要用于泵类传动部分,产品精度要求高。
随着组配角接触球轴承生产量的不断加大,原有的工艺已不能完全满足现有的加工要求。为了确保轴承质量,提高生产效率,有必要对原有工艺进行改进,以满足客户需求,使生产效率、效益最大化
改进前存在的问题 2
双联组配角接触球轴承加工执行单套对应的 P5工艺,单套成品满足了工艺要求,组配后却不能完全满足成品凸出量要求,导致产品进入装配又重回平面返工,修磨凸出量,浪费工时且不
利于控制质量,改进加工工艺很有必要收稿日期:2016-02-18.
作者简介:张延波(1966-),女,工程师
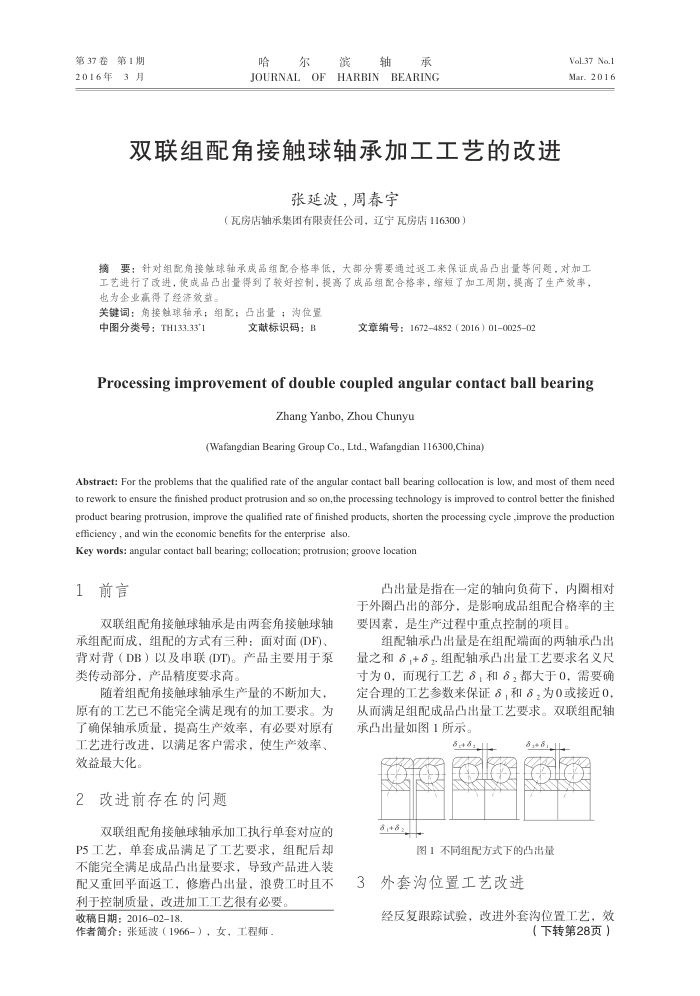
凸出量是指在一定的轴向负荷下,内圈相对于外圈凸出的部分,是影响成品组配合格率的主要因素,是生产过程中重点控制的项目
组配轴承凸出量是在组配端面的两轴承凸出量之和,+S,组配轴承凸出量工艺要求名义尺寸为0,而现行工艺2,和,都大于0,需要确定合理的工艺参数来保证,和8,为0或接近0,从而满足组配成品凸出量工艺要求。双联组配轴承凸出量如图1所示。
5,+6,
.+8:
图1不同组配方式下的凸出量
外套沟位置工艺改进
经反复跟踪试验,改进外套沟位置工艺,效
(下转第28页)
上一章:基于AutoCAD的深沟球轴承套圈的参数化设计
下一章:偏心轴承端面钻孔模具设计