����ǰ��λ�ã���ҳ>��������>�ǽӴ�������������ǵĸĽ����
�ǽӴ�������������ǵĸĽ����
���ݼ��
 6��1�������ƿף��ӹ�һ��һ��ΪM6��1����һ��Ϊ8��1.25��������ý��4���ֱ��뾳��β��M6��1��Ϳص�����M8��1.25������ϰ�װ���ÿص�ѹ���ݶ�3ѹ���쵶2���γ���ϵ��ߡ�
6��1�������ƿף��ӹ�һ��һ��ΪM6��1����һ��Ϊ8��1.25��������ý��4���ֱ��뾳��β��M6��1��Ϳص�����M8��1.25������ϰ�װ���ÿص�ѹ���ݶ�3ѹ���쵶2���γ���ϵ��ߡ�1������2������3��ѹ���ݶ�4�������ݶ�5���̶�
ͼ3���߾�����ϵ�ʾ��ͼ 3.3��������������Ĺ���ԭ��
�ھ�ǰ�ӹ��У�犵�2�DZ�ѹ�����ݶ�3��
�̵ġ�����Ҫ������������ʱ���ɿ�����ý��3��Ӣת�����ݶ�4���ﵽ�ӵ�2ǰ�ƻ���ˡ�
�������ݶ�4�ڵ���1��˳ʱ��תһ��ʱ��������2����ǰ��һ���ݾ�t2=1.25m��ͬʱ����ϵ���β���ݿ��ݸ�t=���������ӵ������t1=1m��ʵ���ص�������t1-t2=1.25-1=0.25m��Ҳ����˵�����������ڵ�����˳ʱ��ת��һ�ܣ����Ľ�������0.25m�����ڵ���������20�ȷݿ̶ȣ�������ݶ�ÿ˳ʱ��ת��һ���̶ȣ��ȵ�������Ϊ0.25/20=0.0125mm
3.4�����ú��������������շ��� �پ�����ú���������ʱ���Ȱ�С�ڻ���
�ߴ�1һ3m��Ծ���������һ����������
�ڴ����ϣ������߲�����ʵ�ʳߴ�Ȼ��������������������е�һ�ξ��ȡ���һ�ξ�����ͼֽ�ߴ�ƫ������Լ0.2һ0.5m ��������ע���赶��ʱ�����һ���̶ȣ�������Ϊ0.0125m���������Ŀ�ֱ������ 0.0125X20.025m��)
Academic
ѧ��
�۵ڶ��Σ�����һ�Σ�������һ�ξ�����ýϸ߾������߲�����ʵ�ʳߴ磬������������������еڶ��Σ����һ�Σ���п�ﵽͼֽҪ��
4������
ͨ��ʵ��֤�������������������ӹ����IJ�ú����������������ܴﵽԭ��Ƴߴ羫��Ҫ��ͨ�������ָ��˴������ʹ�����£���ÿ��Ϊ�Ҽ���˾��Լ��������ϰ���Ԫ��
�����
[1]��е����ֲ��е��ҵ������ 1994��
[2��MG250/600-WD������������ú��˵���飬ú��ѧ�о���Ժ�Ϻ���Ժ��1998�ꡣ
����ƪ�飺
��������У�1974��9�³���������ʦ�� 1996��7�±�ҵ���й���ҵ��ѧ���ִ���ú���е�豸���������������
�ǽӴ�������������ǵĸĽ����
�������ѧԺ-���Ͷ������ж�
�ǽӴ���� ������ ��ת�� �Ľ���� ��߾���
ժҪ��
��е���������һ����ҵ�����û�е�ܸ�ʽԤ���غɲ�����������������ǵı������ȸߵ�ֱ��Ӱ����еIJ������ȣ�����Ӱ����е�װ�侫�ȣ��Ľ�������������������ƽ̨���Ľṹ������߲����ǵľ���
��е�����������һ����Ϊ��е�豸�߾�����ϵ��ʹ����ԽǽӴ���еIJ��������IJ��������������ǵ��������ȸߵ�ֱ��Ӱ����е�װ�侫�ȣ�Ϊ�����������нǽӴ���е��ٶȡ����������������������Ҫ����Ի�е�ܸ�ʽԤ���ҺɵIJ������������⣨����ƽ̨���Ľṹ���иĽ����ɼ��ٲ����������������������IJ���ֵ�ľ���
1.���л�е�ܸ�ʽ�������ǵ�����Ħ��������̨������ԭ���������
1.1.��������壨5�����ϰ壨3�����������������ƽ̨�������������ӵ��������壩���ϰ�����Сѹ�ǣ�4�����γ��������壺���������м����ö��������գ��̶��������ϣ�Ԥ���ͷ��9���Ϸ������̣�7�����������У�6���ڸ��ѿ飨15�������������£�ͨ���ܸˣ�14���еĸܸ���13��������ͷ�ϵ����̣��ijе���Χ�����̽Ӵ�����е���Ȧ��Сѹ�ǽӴ������Ӹ��ɿ죬ʹ�ijв���������ͨ������ϵIJ�ͷ����ָʾ���Ϸ�ӳ������ֵ����ͼ1������ʽ����������һ�����������̡�������л����������磺���������ϰ��dz����Σ�����������ܵ��������������棬
ͼ
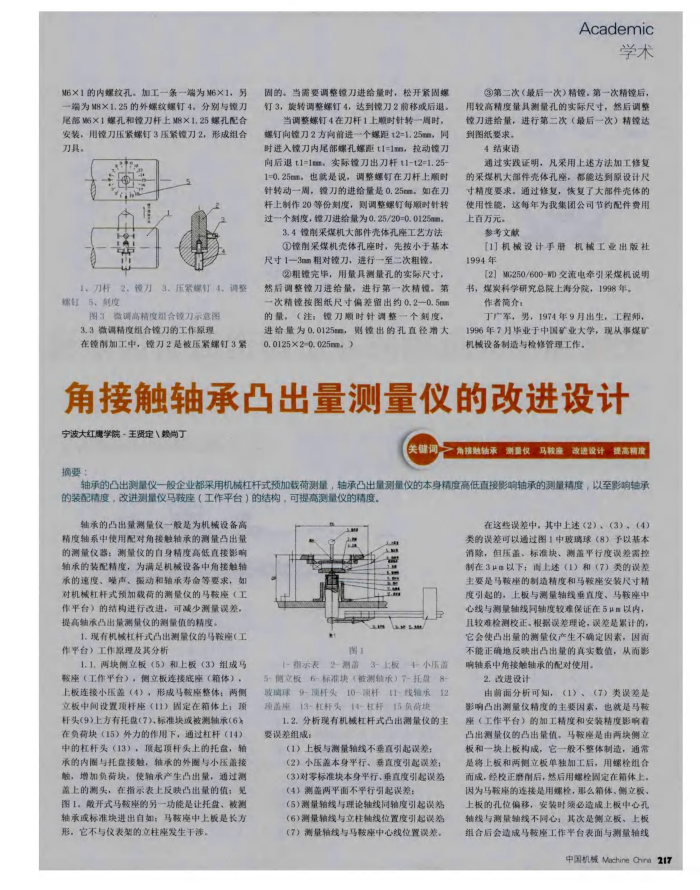
ָʾ��2-����3-�ϰ�4-Сѹ�� 5-������6-���飨������У�7-����8-������9-���ͷ10-Ԥ��1-������12 Ԥ����13-�ܸ�ͷ14-�ܸ�15���ɿ�
1.2.�������л�е�ܸ�ʽ�������ǵ���Ҫ�����ɣ�
��1���ϰ���������߲���ֱ��������2��Сѹ�DZ���ƽ�С���ֱ��������(3)������鱾��ƽ�С���ֱ��������4�������ƽ�治����������
��5)������������������ͬ���������6��������������������λ�ö�������7������������������������λ�����
����Щ����У�����������2������3������4) ���������ͨ��ͼ1�в�����8�����Ի�����������ѹ�ǡ����졢���ƽ�ж�����������3�����£���������1���ͣ�7����������Ҫ���������ı��쾫�Ⱥ���������װ�ߴ羫������ģ��ϰ���������ߴ�ֱ�ȡ����������������������ͬ��Ƚ��ѱ�֤��5�����ڣ��ҽ��Ѽ��У��������������ۣ�������ۼƵģ�����ʹ�����IJ�����������ȷ�����أ����治����ȷ�ط�ӳ����������ʵ��ֵ������Ӱ����ϵ�нǽӴ���е����ʹ�á�
2.�Ľ����
��ǰ�������֪����1������7���������Ӱ�������������ȵ���Ҫ���أ�Ҳ����������������ƽ̨���ļӹ����ȺͰ�װ����Ӱ�����������ǵ�����ֵ����������������������һ���ϰ幹�ɣ���һ�㲻�������죬ͨ���ǽ��ϰ���������嵥���ӹ�������˨��϶��ɣ���У��������Ȼ������˨���������ϣ���Ϊ���������������ñ�˨����ô���塢�����塢�ϰ�Ŀ�λƫ�ƣ���װʱ�������ϰ����Ŀ�������������߲�ͬ�ģ�����Dz����壬�ϰ���Ϻ���������������ƽ̨�������������
�����Machine Chira 217