TRI1460型角位移传感器轴承套的工艺改进和创新
内容简介
 机械工程师
机械工程师MECHANICALENGINEER
TRI1460型角位移传感器轴承套的工艺改进和创新
杜明亮
(哈尔滨量具刃具集团有限公司,哈尔滨150040)
摘要:TRI1460型角位移传感器工件壁非常薄,精度要求高,漳火易变形,文中介绍了磨削加工工艺和工装夹具的设计。关键词:易变形:加工精度:工装夹具
中图分类号:TP212 0引言
文献标志码:
文章编号:1002-2333(2016)05-0250-02
差测量问题,完全据弃空间刻线。具有信号质量好、结构
位移(直线位移和角度位移)测量是最基本、最普遍的测量,在计量检定、制造业和国防军工等领域大量存在。目前广泛使用的位移传感器(如光栅、磁栅等)多采用沿空间均匀刻线的栅式结构构成测量基准,对其发出的脉冲信号进行累加计数,实现位移测量。而影响测量效果的刻线密度和精度已很难进一步提高,要保证常规的测量分辨力,必须采用电子细分手段,使得系统结构复杂,价格贵,尤其对振动冲击、油污、粉尘、水汽的抗干扰力差。而另一方面,人类对时间的测量精度远高于对空间的测量(一般股认为二者相关三个数量级以上),且不受温度变化、重力等周边物理条件的干扰,高精度、高分辨力的时钟脉冲极易获得。
1角位移传感器介绍及特点
时栅是一种全新原理的位移传感器,能使时钟脉冲具有唯一确定的空间当量并以此作为位移测量基准,配以通用的微处理器,通过对时钟脉冲的累加计数而实现位移测量,将空间精密刻划难题转化为简易精确的时间
因此,如何通过数据处理软件的改进或其它方法实现零件表面质量达标是目前快速成型技术下一步发展需要解决的间题。
2.2选择性激光烧结蜡模型壳的脱蜡方法
目前,选择性激光烧结用PSB粉制作的蜡模脱蜡方法
是将阴干的型壳空架在明火上或放人高温炉内烧蚀,型壳中的蜡模熔化流出,余量分解、消失。
若空架在明火上烧型壳未完全燃烧的碳化物四处乱飘,严重影响空气质量,不符合
图3
工业绿色化发展理念;若直接将型壳直接放
人高温炉内烧蚀,刚乳化的蜡液会慢慢流出炉膛,在此过程即会起火燃烧,火苗会直接审出高温炉,直接威胁到生
2501 万方数据
简单易安装、信号处理电子线路、无须精密刻划等特点。
工艺的编写及试制加工 2
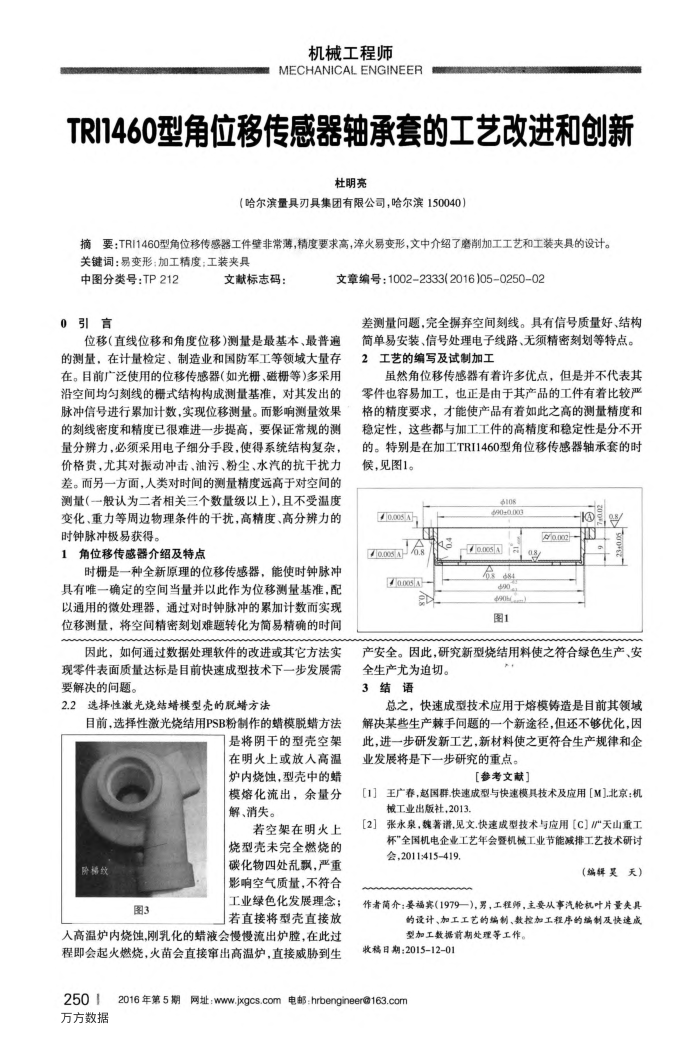
虽然角位移传感器有着许多优点,但是并不代表其零件也容易加工,也正是由于其产品的工件有着差比较严格的精度要求,才能使产品有着如此之高的测量精度和稳定性,这些都与加工工件的高精度和稳定性是分不开的。特别是在加工TRI1460型角位移传感器轴承套的时候,见图1。
4108 490±0.003
0.005
70.056.8 0.005A
0.005A 合 d9o 490b
图1
0.8
o.
A
202
产安全。因此,研究新型烧结用料使之符合绿色生产、安
全生产尤为迫切。 3结语
总之,快速成型技术应用于熔模铸造是目前其领域解决某此生产棘手问题的一个新途径,但还不够优化,因此,进一步研发新工艺,新材料使之更符合生产规律和企业发展将是下一步研究的重点。
【参考文献]
[1]王广春,赵国群.快速成型与快速模具技术及应用【M]北京:机
械工业出版社,2013
[2]张永泉,魏著谱,见文.快速成型技术与应用[C]"天山重工
杯"全国机电企业工艺年会暨机械工业节能减排工艺技术研讨会.2011:415419
(编辑昊天)
作者简介:晏福宾(1979―),男,工程师,主要从事汽轮机叶片量失具
的设计、加工工艺的编制、数控加工程序的编制及快速成型加工数据前期处理等工作。
收稿日期:2015-12-01
2016年第5期网址:www.jxgcs.com电邮:hrbengineer@163.com
上一章:齿轮减速箱的形象识别研究
下一章:移动基圆变齿厚直齿轮的动力学仿真分析