基于西门子PLC和变频器在叶轮放焦机上的应用
内容简介
 82
82当代化工研究
meaTar
edan
工艺与设备
2017.08
基于西厂子PC和变频器在叶轮放焦机上的应用
*王向义
(唐山首信自动化信息技术有限公司河北
063000)
描要:本文着重介绍西门子S7-200系列PLC和MM440型变须器在焦化的叶轮放焦机中系统中的应用,并简要阐述其整个控制系统的系统结构、控制方案、变频器性能,程序结构等方面
关键调:变须器:叶轮放焦机;控制系统;程序
中图分类号:T
文献标识码:A
ApplicationofSiemensPLCandInverterintheImpellerFocalMachine
Wang Xiangyi
(Tangshan Capital Automation Information Technology CO., LTD, Hebei, 063000)
Abstract:This paper introdarces the application of Siemens S7 - 200 series PLC and mm inverter in the coking of the impeller of coking machine, and briefly describes the system strarctwe, confrol scheme, imverfer performarce, program strarchre and other aspects of the whole controf sysfem.
Key words: firequency comerfers impeller pur machine; controf system; program
1.概述
叶轮放焦机整套装置的主要自动化控制系统采用 Siemens公司的S7-200系列PLC及M440系列变频器,PLC和变频器相配合实现了整个装置的扒焦、行走等工艺动作要求并
可实现电动机由变频器整动的移定连续运转。 2.系统结构及控制方案
(1)硕件、软件构度
叶轮放焦机系统采用Siemens技术公司研发的S7-200系列可编程逻辑控制器(以下简称PLC)作为其自动化控制系统的逻辑控制的核心部件,通过PLC硬件实现数字量和模块量信号快速输入响应、内部逻辑运算及输出命令等一系列动作。整套PLC系统的核心硬件包括一个CPU226CN模块,
一个
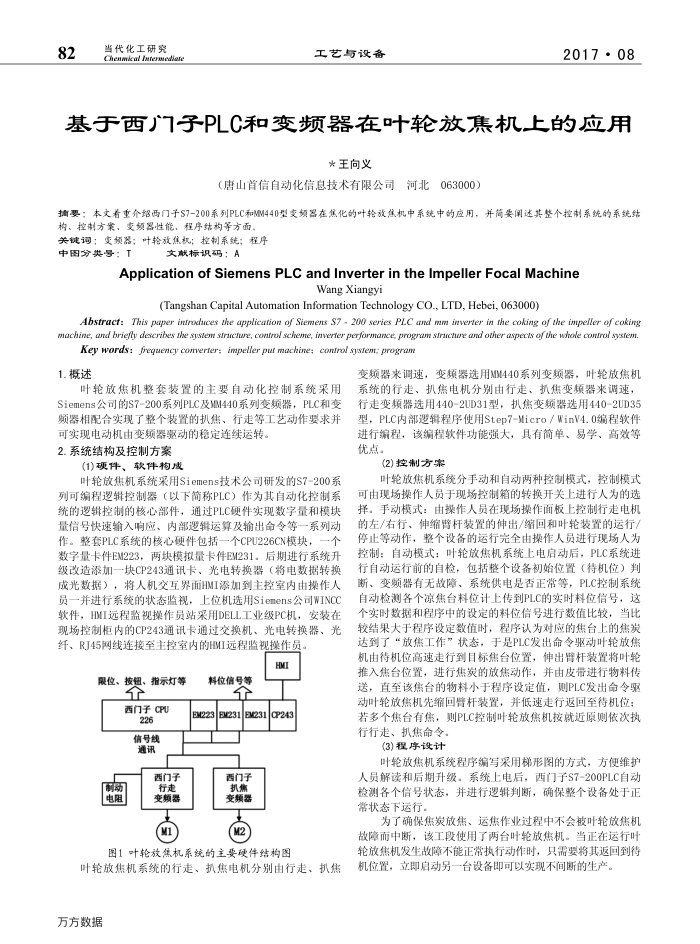
数字量卡件EM223,两块模拟量卡件EM231.后期进行系统升级改造添加一块CP243通讯卡、光电转换器(将电数据转换成光数据),将人机交互界面HMI添加到主控室内由操作人员一并进行系统的状态监视,上位机选用Siemens公司WINCC 软件,HMI远程监视操作员站采用DELL工业级PC机,安装在现场控制柜内的CP243通讯卡通过交换机、光电转换器、光纤、RJ45网线连接至主控室内的HMI远程监视操作员
HI
限位、按钮、指示灯等
企
西门子CPU 226 信号线通讯
制动电阻
西门子行走变频器
料位信号等
企
EN223EV231EW231CP243
西门子扒焦变频器土
图1叶轮放焦机系统的主要硬件结构图
叶轮放焦机系统的行走、抗焦电机分别由行走、扒焦方方数据
变频器来调速,变频器选用MM440系列变频器,叶轮放焦机系统的行走、扒焦电机分别由行走、抗焦变频器来调速,行走变频器选用440-2UD31型,扒焦变频器选用440-2UD35 型,PLC内部逻辑程序使用Step7-Micro/WinV4.0编程软件进行编程,该编程软件功能强大,具有简单、易学、高效等优点。
(2)控制方案
叶轮放焦机系统分手动和自动两种控制模式,控制模式可由现场操作人员于现场控制箱的转换开关上进行人为的选择。手动模式:由操作人员在现场操作面板上控制行走电机的左/右行、伸缩臂杆装置的伸出/缩回和叶轮装置的运行/ 停止等动作,整个设备的运行完全由操作人员进行现场人为控制:自动模式:叶轮放焦机系统上电启动后,PLC系统进行自动运行前的自检,包括整个设备初始位置(待机位)判断、变频器有无故障、系统供电是否正常等,PLC控制系统自动检测各个凉焦台料位计上传到PLC的实时料位信号,这个实时数据和程序中的设定的料位信号进行数值比较,当比较结果大于程序设定数值时,程序认为对应的焦台上的焦炭达到了“放焦工作”状态,于是PLC发出命令驱动叶轮放焦机由得机位高速走行到目标焦台位置,伸出臂杆装置将叶轮推入焦台位置,进行焦炭的放焦动作,并由皮带进行物料传送,直至该焦台的物料小于程序设定值,则PLC发出命令驱动叶轮放焦机先缩回臂杆装置,并低速走行返回至待机位:若多个焦台有焦,则PLC控制叶轮放焦机按就近原则依次执行行走、扒焦命令。
(3)程序设计
叶轮放焦机系统程序编写采用梯形图的方式,方便维护人员解读和后期升级。系统上电后,西门子S7-200PLC自动检测各个信号状态,并进行逻辑判断,确保整个设备处于正常状态下运行,
为了确保焦炭放焦、运焦作业过程中不会被叶轮放焦机故障而中断,该工段使用了两台叶轮放焦机。当正在运行叶轮放焦机发生故障不能正常执行动作时,只需要将其返回到得机位置,立即启动另一台设备即可以实现不间断的生产。
上一章:论企业如何改善知识型员工的激励措施
下一章:气井节点分析技术在桥口井区的应用