您当前的位置:首页>论文资料>适合电机轴磨削的磨床结构改造方案
内容简介
 精密制造与自动化设计与开发
精密制造与自动化设计与开发适合电机轴磨削的磨床结构改造方案
崔琴
(上海机床厂有限公司上海200093)
2016年第2期
摘要采用传统固定顶尖,由头架拨杆带动工件旋转的数控磨床,虽可实现一次装夹磨削各档外圆,但会因结构限制需调头磨前削,种类单一且批量大的台阶电机轴,还能适用。但随着市场需求的变化,电机轴呈现长短不一,多品种、多批次、小批量化,将头架改为回转主轴头架,同时配置驱动顶尖,尾架改为液压尾架,并增大行程,
可实现一次装夹加工全部外圆,改掉了传统两次夹持加工下节奏慢,效率低的间题。关键词电机轴磨削液压尾架数控外围磨床
1改造概述
电机轴是一种多台阶轴,加工面为两端轴承档及出轴端,如图1所示。在数控外圆磨床上加工时,装来方式为头尾架死项尖支承,然后电头架拨杆带动工件转,一般先加工右侧轴承档外圆,再调头加工左侧两档外圆。随着市场需求的变化,用户越来越重视加工节拍。目前电机轴呈现长短不一,多品种、多批次、小批量化,如仍调头磨削则需要两次装夹加工,并且每调一次头量仪也需要相应调整位置,导致节奏慢,效率低。所以有电机轴用户要求在不改变现有磨床的结构和用途的前提下,通过
改造,实现一次装来加工全部外圆。 2零件要求分析及装夹方式
工件按照加工档尺寸进行分组,以其中一组进行分析,其余同理。零件简图如图1所示,共三档外圆需要加工,且总长度变化范围在100mm内。
出轴端
轴承档
图1电机轴示意图
辅承档
此工件右侧不需要加工端太短,在原磨床上只能按传统方式先夹持左侧,加工右侧轴承档:然后调头再加工左侧出轴端和轴承档。因尾架伸缩量只
有30mm,当工件长度变化超出这一范围时,就要移动尾架,这样就增加因移动尾架而带来的重复调整锥度问题。针对以上问题,拟定以下改进方案:头架配置驱动项尖,尾架改为液压结构控制回转项尖伸缩,同时根据工件长度变化范围配置一组加长尾架顶尖。
3部件结构改进 3.1头架改进
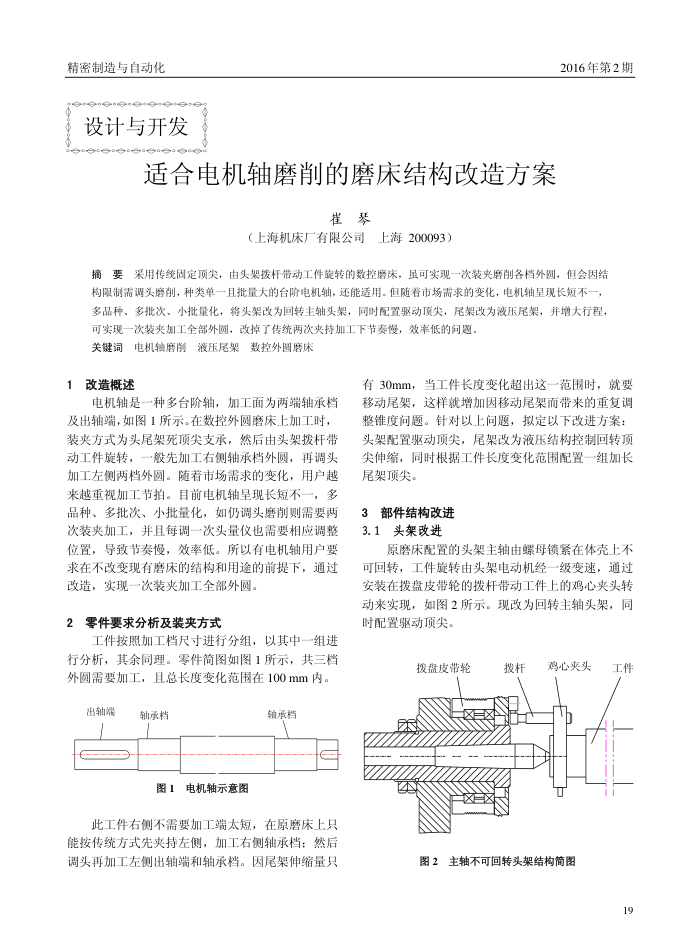
原磨床配置的头架主轴由螺母锁紧在体壳上不
可回转,工件施转由头架电动机经一级变速,通过安装在拨盘皮带轮的拨杆带动工件上的鸡心夹头转动来实现,如图2所示。现改为回转主轴头架,同时配置驱动顶尖。
拨盘皮带轮
拨杆
鸡心夹头
图2主轴不可回转头架结构简图
工件 19