您当前的位置:首页>论文资料>几种无心磨床常见磨削缺陷及消除方法
内容简介
 现场经验
现场经验几种无心磨床常见磨削缺陷及消除方法
杨佐德,淳光文,叶芳
(险峰机床厂技术中心,贵州惠水550601)
摘要:本文分析在调试无心磨床的过程中遇到的几种常见问题,提出相应的解决办法,供大家进行参考。关键调:无心磨床、圆度直线度磨床精度
中图分类号:TH17
文献标识码:B
文章编号:10026886(2011)02007702
Some Common Grinding Defects and Eliminating Methods for Centerless Grinder
YANG Zuode,CHUN Guangwen,YE Fang
・ 77・
Abstract : This paper described and analyzed some common problems during testing centerless grinder, and so took corresponding
solutions for reference.
Key words :centerless grinder;roundness ;straightness ;grinder's accuracy
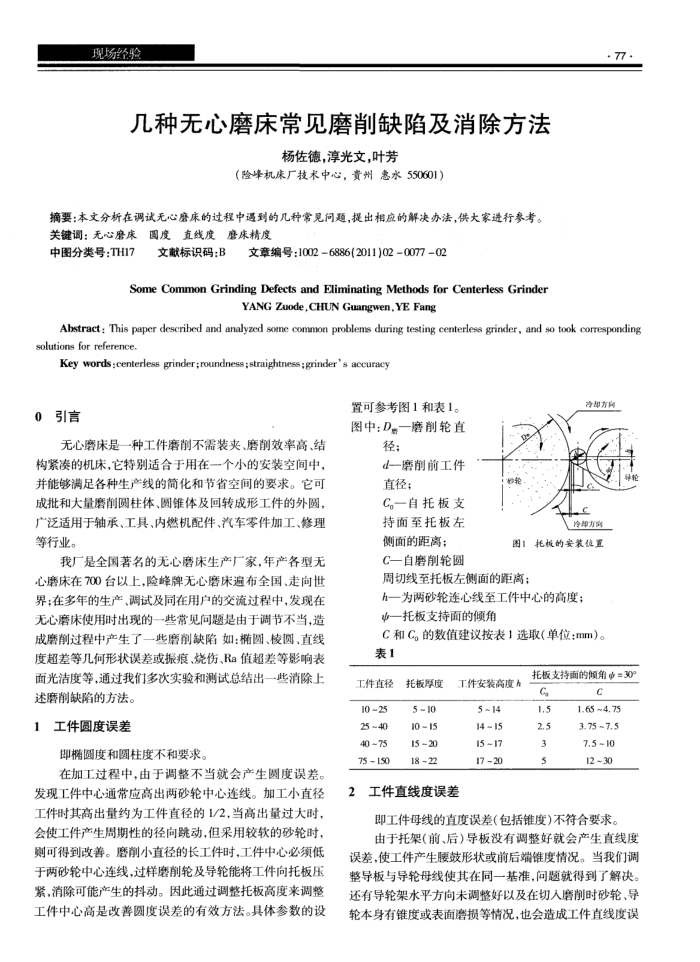
置可参考图1和表1。
0
引言
无心磨床是一种工件磨削不需装夹、磨削效率高、结构紧凌的机床,它特别适合于用在一个小的安装空间中,并能够满足各种生产线的简化和节省空间的要求。它可成批和大量磨削圆柱体、锥体及回转成形工件的外圆,广泛适用于轴承、工具、内燃机配件、汽车零件加工、修理等行业。
我厂是全国著名的无心磨床生产广家,年产各型无心磨床在700台以上,险峰牌无心磨床遍布全国、走向世界;在多年的生产、调试及同在用户的交流过程中,发现在无心磨床使用时出现的一此常见间题是由于调节不当,造成磨削过程中产生了一些磨削缺陷如:椭圆、棱圆、直线度超差等几何形状误差或振痕、烧伤、Ra值超差等影响表面光洁度等,通过我们多次实验和测试总结出一些消除上
述磨削缺陷的方法。 1工件圆度误差
即椭圆度和圆柱度不和要求。
在加工过程中,由于调整不当就会产生圆度误差。
发现工件中心通常应高出两砂轮中心连线。加工小直径工件时其高出量约为工件直径的1/2,当高出量过大时,会使工件产生周期性的径向跳动,但采用较软的砂轮时,则可得到改善。磨削小直径的长工件时,工件中心必须低于两砂轮中心连线,过样磨削轮及导轮能将工件向托板压紧,消除可能产生的抖动。因此通过调整托板高度来调整工件中心高是改善圆度误差的有效方法。具体参数的设
图中:D。一磨削轮直
径:
d一磨削前工件直径;
C一自托板支持面至托板左侧面的距离:
C一自磨削轮圆
冷却方向冷却方商
图1托板的安装位置
周切线至托板左侧面的距离;
h一为两砂轮连心线至工件中心的高度:一托板支持面的倾角
C和C。的数值建议按表1选取(单位:mm)。表1
工件直径 10 ~ 25 25 ~40 40 75 75 ~ 150
托板厚度 5~10 10 ~ 15 15 20 18 ~22
工件安装高度A
5 ~14 14 ~ 15 15 ~17 17 20
工件直线度误差
托板支持面的倾角中=30°
G 1.5 2.5 3 5
c
1.65 ~4.75 3.75 ~7.5 7.5 ~10 12 ~30
即工件母线的直度误差(包括锥度)不符合要求。
由于托架(前、后)导板没有调整好就会产生直线度误差,使工件产生腰鼓形状或前后端锥度情况。当我们调整导板与导轮母线使其在同一基准,问题就得到了解决。还有导轮架水平方向未调整好以及在切入磨削时砂轮、导轮本身有锥度或表面磨损等情况,也会造成工件直线度误
上一章:高速加工中的机床主轴轴承技术探讨
下一章:关于锯床操作中的安全事项分析