您当前的位置:首页>论文资料>弧齿锥齿轮数控加工建模与参数控制
内容简介
 数控技术
数控技术弧齿锥齿轮数控加工建模与参数控制
汪秀
(云淳市中等专业学校广东云浮527300)
共事共与质用
摘要弧齿维告轮的齿形为圆弧状齿面外形茎维状,国为齿形有螺角,故又称为螺旋作齿轮。延告维齿轮副构成轴向相交的运动,由于告面重叠系数高,传递动力大,广泛应用汽车、矿山、航空、船舶等领战。但延齿音形较为复杂,这给齿轮加工制造带来一定图难。日前,弧音维音轮加工可以采用专用机床,但加工调整不易,所以采用数控加工是齿轮制遗的一个重要方向。采用数控加工弧音维告轮,需要三炸实体建模,再生成加工程序文件,这个过程也有许多技术环节需要解决,因此本文对延齿维齿轮数控加工建模与参数控制进行了操讨:
关键词:弧齿维齿轮数控加工建模参数控制
中图分类号:TG61
1弧齿锥齿轮的实体建模方法
文献标识码:A
目前,弧齿锥齿轮建模方法主要有数学建模和三维CAD/ CAM软件建模两个途径.其特点和方法如下:
1.1数学建模方法
该方法的实质是根据齿轮的空间啮合原理以及刀具与被加工件的位置关系,推导出齿面方程。通过齿面方程计算出齿面上关键点参数,将所获得的参数导人到三维CAD/CAM软件中构建齿形和刀具的实体模型。这种方法对数学基础和齿轮啮合原理的章握要求较高,还需要一定的编程技巧,如采用MATLAB等数学软件计算所需的参数,操作比较繁项,运用起来也有一些难度,然而章握了数学建模方法可以开发独立的应用软件,这样就可以脱离第三方建模软件对数控加工进行编程,要知道大型CAD造型软件价格十分品费。
1.2三维CAD/CAM软件建模方法
这种方法是采用PTC Creo(旧版本为Pro/E),UG NX,CATIA 等三维CAD/CAM软件建模。但每一种软件的实体造型方法各异,大体上是在软件环境下进行实体建模。例如PTCCreo采用的建模是先设置若干基准面、基准轴线、基准点,创建分锥、根锥、基锥、项锥、大小背锥母线。接着绘制大、小端基圆,通过辅助坐标系绘制大、小端齿廓渐开线。然后以根锥、分锥母线为参考,绘制齿坏曲线或投
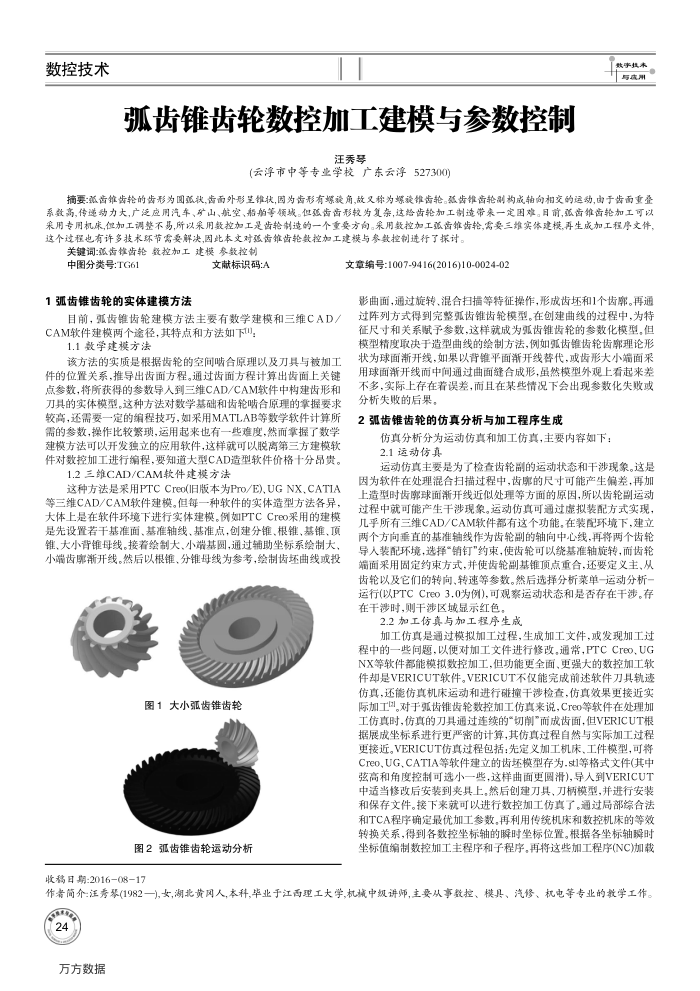
图1大小弧齿锥齿轮图2弧齿锥齿轮运动分析
收移日期:2016-08-17
文章编号:1007-9416(2016)10-0024-02
影曲面,通过旋转、混合扫描等特征操作,形成齿坏和1个齿哪。再通过阵列方式得到完整弧齿锥齿轮模型。在创建曲线的过程中,为特征尺寸和关系赋予参数,这样就成为弧齿锥齿轮的参数化模型,但模型精度取决于造型曲线的绘制方法,例如弧齿锥齿轮齿聊理论形状为球面渐开线,如果以背锥平面渐开线替代,或齿形大小端面采用球面渐开线而中间通过曲面缝合成形,虽然模型外观上看起来差不多,实际上存在着误差,而且在某些情况下会出现参数化失败或分析失败的后果。
2弧齿锥齿轮的仿真分析与加工程序生成
仿真分析分为运动仿真和加工仿真,主要内客如下: 2.1运动仿真
运动仿真主要是为了检查齿轮副的运动状态和干涉现象。这是因为软件在处理混合扫描过程中,齿廓的尺寸可能产生偏差,再加上造型时齿球面新开线近似处理等方面的原因,所以齿轮副运动过程中就可能产生干涉现象。运动仿真可通过虚拟装配方式实现,几乎所有三维CAD/CAM软件都有这个功能。在装配环境下,建立两个方向垂直的基准轴线作为齿轮副的轴向中心线,再将两个齿轮导人装配环境,选择“销钉"约束,使齿轮可以绕基准轴旋转,而齿轮端面采用固定约束方式,并使齿轮副基顶点重合,还要定义主、从齿轮以及它们的转向,转速等参数。然后选择分析菜单一运动分析运行(以PTCCreo3.0为例),可观累运动状态和是否存在干涉。存在干涉时,则干涉区域显示红色。
2.2加工仿真与加工程序生成
加工仿真是通过模拟加工过程,生成加工文件,或发现加工过程中的一些问题,以使对加工文件进行修改,通常,PTCCreo、UG NX等软件都能模拟数控加工,但功能更全面、更强大的数控加工软件却是VERICUT软件。VERICUT不仅能完成前述软件刀具轨速仿真,还能仿真机床运动和进行础撞干涉检查,仿真效果更接近实际加工。对于弧齿锥齿轮数控加工仿真来说,Creo等软件在处理加工仿真时,仿真的刀具通过连续的“切削”而成齿面,但VERICUT根据展成坐标系进行更严密的计算,其仿真过程自然与实际加工过程更接近。VERICUT仿真过程包括:先定义加工机床、工件模型,可将 Creo,UG、CATIA等软件建立的齿坏模型存为.st1等格式文件(其中弦高和角度控制可选小一些,这样曲面更圆滑),导人到VERICUT 中适当修改后安装到夹具上,然后创建刀具、刀柄模型,并进行安装和保存文件。接下来就可以进行数控加工仿真了。通过局部综合法和TCA程序确定最优加工参数,再利用传统机床和数控机床的等效转换关系,得到各数控坐标轴的瞬时垒标位置。根据各坐标轴瞬时坐标值编制数控加工主程序和子程序,再将这些加工程序(NC)加载
作靠简介注秀琴(1982一),女,湖北黄冈人,本科毕业于江西理工大学,机中级讲师主要从事数控、模具、汽修、机电等专业的教学工作
方方数据