����ǰ��λ�ã���ҳ>��������>���ֻ�Σ���ڶ��ͷ�о�˵ĸ���
���ֻ�Σ���ڶ��ͷ�о�˵ĸ���
���ݼ��
 ��60Ԫ6��6
��60Ԫ6��6��Ҫԭ����̼���뻬���Ӵ���������Ӧ���̼ˢ��ѹ����Ҫ�ɵ�ѹ���ﵽ15~25kPa���������ȶ���Ӧ�����ƶȣ���ѹ����ͣ��ʱ���̼ˢ�������ü���¼��̼ˢ���Ȳ�����Ӧ��ʱ��������һ�β��ܸ���̫�࣬Ҫ�мƻ������������������ͺŵ�̼ˢ���ܻ��á��������һ�����ں�Ϊ�������绷��ĵ縯ʴ���ɽ������������Ի���
3�ż�����֮�������Ƭ�Ѻ���ת�Ӷ�·�����ԭ��ʹ���
�е�ͬ���綯�����Ŵż���ȡ��β����ʽ�̶���������������Ե�ʼ�Ш�εļ���û�д����ԭ�������к�ż��ɶ������������ϲ�ĵط������ϻ���ʹ��Ч����������٣������ɱ仯ʱ���߸��ɽϴú��Ӵ��ᷢ�ȣ�������Ѻ����綯����ʧ�Ŷ���բ���������ֽṹ�ĵ綯�������ô���ʱ�������������ҶԵ�����д��ޣ�����β�۲���ƽ�룬�ڴż����˸���2��M42mm ����˨�ף���M40mm�ĸ�ǿ����˨�̶����ż�����֮�������Ƭ�������������ӡ�������Ҳû���ִż�����֮�������Ƭ�Ѻ�����ת�Ӷ�·�������Ҫ����������������Ե�ʣ���ɶ�·��������˨�ɶ�����������Ƭ�Ӵ����á��綯����ʱ������������Ϊ��������Ӧ�ܴ�ĵ�������·�����Ӳ������ͻᷢ�����ػ������ڵ��ͣ��ʱӦ�ϸ��飬���������������˨��ʹ��·�������ι̡��������á�
�����ս�ú���ܻ����ɷ�����˾
��Ȫ236400��ע����
���ֻ�Σ���ڶ��ͷ�о�˵ĸ���
��������
1
��������ѧ��ҵ��������˾���ֻ���Σ���ڶ��ͷ�����©��ȱ�ݣ��Կ�����2008����ۼ�ͣ��200��Σ����ٷ���1000����kW��h������ÿ�ο�����������ģ�ֱ����ʧ��300����Ԫ�� 2���췽��
Ϊ�����Σ���ڶ��ͷ�©��ȱ�ݣ�����Σ���ڶ��ͷ��Ľṹ����������Σ�����ͷ��ɴ�о�����֡�Ϊ�˽���Σ���ڶ��ͷ���ǻ��ѹ������������Թ�ʽ����Ĺ���ԭ������Σ���ڶ��ͷ�о���Ͼ��ȵس���������2mm��1mm�İ��ۣ�
������
25
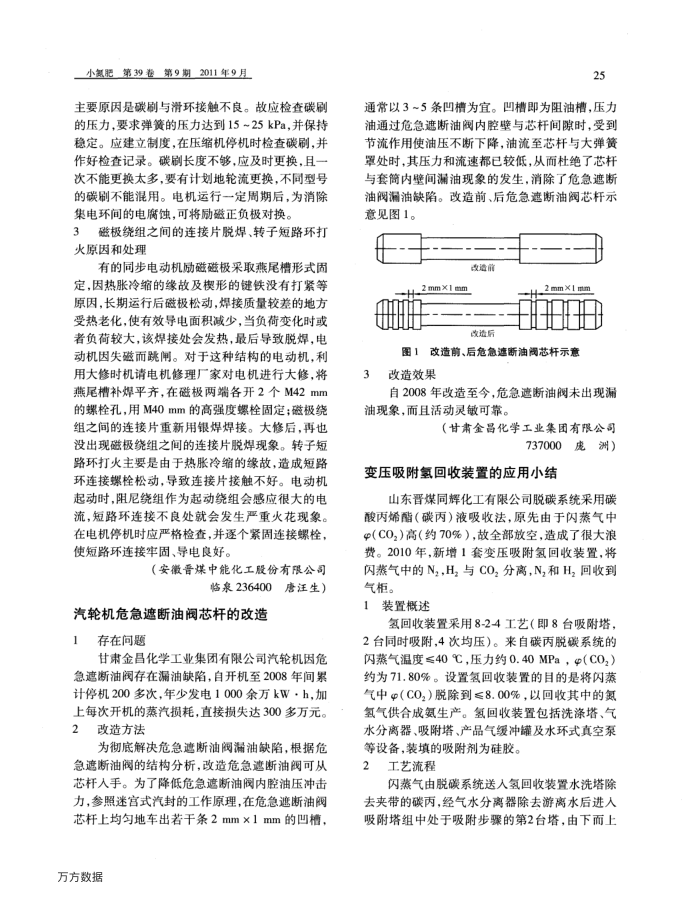
ͨ����3~5������Ϊ�ˡ����ۼ�Ϊ���Ͳۣ�ѹ����ͨ��Σ���ڶ��ͷ���ǻ����о�˼�϶ʱ���ܵ���������ʹ��ѹ�����½���������о������ִ�ʱ����ѹ�������ٶ��ѽϵͣ�����ž���о������Ͳ���ڱڼ�©������ķ�����������Σ���ڶ��ͷ�©��ȱ�ݡ�����ǰ����Σ���ڶ��ͷ�о��ʾ���ͼ1��
����ǰ
XW
�����
2 mmX1 mum
ͼ1����ǰ����Σ�������ͷ�о��ʾ��
3
������
��2008���������Σ���Ŷ��ͷ�δ����©
���������һ�����ɿ���
����������ѧ��ҵ��������˾
737000���ޣ�
��ѹ���������װ�õ�Ӧ��С��
ɽ����úͬ�Ի�������˾��̼ϵͳ����̼���ϩ����̼����Һ���շ���ԭ�������������� $��CO�����ߣ�Լ70%������ȫ���ſգ�����˺ܴ��˷ѡ�2010�꣬����1�ױ�ѹ���������װ�ã����������е�Nz,H����CO������,N,��H�����յ�����
װ�ø��� 1
�����װ�ò���8-2-4���գ���8̨�������� 2̨ͬʱ������4�ξ�ѹ��������̼����̼ϵͳ���������¶ȡ�40�棬ѹ��Լ0.40MPa��$��CO,��ԼΪ71.80%�����������װ�õ�Ŀ���ǽ���������$��C0,���ѳ�����8.00%���Ի������еĵ��������ϳɰ������������װ�ð���ϴ��������ˮ������������������Ʒ�������ˮ��ʽ��ձõ��豸��װ���������Ϊ�轺��
2
��������
����������̼ϵͳ���������װ��ˮϴ����
ȥ�д���̼��������ˮ��������ȥ����ˮ��������������д�����������ĵ�2̨�������¶���