您当前的位置:首页>论文资料>面向表面质量的塑件设计
内容简介
 塑料注射模技术
塑料注射模技术,塑料注射模技术:
面向表面质量的塑件设计
杨安民",伍仕雄一
1.广东美的集团中央研究院(广东佛山528311) 2.台山冠立金属制品有限公司(广东台山529200)
【摘要】要想获得最优的塑件表面质量,塑件材质的选择很重要。事实上,由于每个人对塑件外观评判存在的差异,定义塑件表面质量不是一个客观的论题。本文仅讨论获得良好
塑件表面的基本原则,而不去探究绝对的质量准则。关键词:塑件;表面质量;设计
中图分类号:TQ320.66
文献标识码:B
DesignforSurfaceAppearanceQualityofPlasticParts
[Abstract] The polymer chosen is an important factor in achieving the best possible surface appearance for parts produced by the injection moulding process.In fact,the discussion about surface quality of injection moulded parts is not an objective one,because the perception of quality is different from person to person.The topics discussed in this paper therefore should be considered as guidelines to create surfaces with minimized defects rather than absolute quality criteria.
Key words: plastic part; surface quality; design
1引言
本文讨论的塑件表面缺陷,是指和塑件设计相关的问题。需要指出的是,模具钢的质量和模具型腔的
表面光洁度,很大程度上影响着塑件的表面质量。 2收缩痕
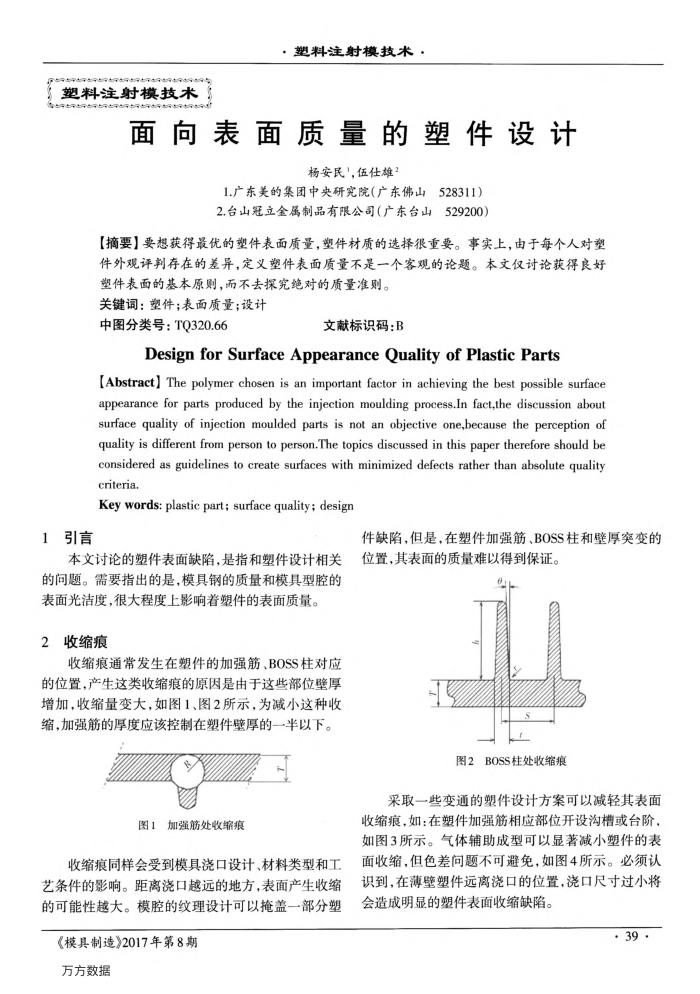
收缩痕通常发生在塑件的加强筋、BOSS柱对应的位置,产生这类收缩痕的原因是由于这些部位壁厚增加,收缩量变大,如图1、图2所示,为减小这种收缩,加强筋的厚度应该控制在塑件壁厚的一半以下。
图1加强筋处收缩痕
收缩痕同样会受到模具浇口设计、材料类型和工艺条件的影响。距离浇口越远的地方,表面产生收缩的可能性越大。模腔的纹理设计可以掩盖一部分塑
《模具制造》2017年第8期万方数据
件缺陷,但是,在塑件加强筋、BOSS柱和壁厚突变的位置,其表面的质量难以得到保证。
图2BOSS柱处收缩痕
采取一些变通的塑件设计方案可以减轻其表面收缩痕,如:在塑件加强筋相应部位开设沟槽或台阶,如图3所示。气体辅助成型可以显著减小塑件的表面收缩,但色差问题不可避免,如图4所示。必须认识到,在薄壁塑件远离浇口的位置,浇口尺寸过小将会造成明显的塑件表面收缩缺陷。
・39・