内容简介
 ISSN1000 3762 CN41 1148/TH
ISSN1000 3762 CN41 1148/TH轴承2017年9期 Bearing 2017,No.9
【测量与仪器
5962
DOI:10. 19533/j. issn1000 3762. 2017. 09. 016
大型轮廓测量仪
张慧",宋晓波",张帅军23,王典仁2,3
同技术中心,河南洛阳471039;
(1.洛阳轴承研究所有限公司,河南洛阳471039;2.洛阳LYC轴承有限公司
3.航空精密轴承国家重点实验室,河南洛阳471039)
摘要:开发了一种针对内径300mm以上精密零件表面轮廊和粗糙度测量的大型轮廊测量仪,分析其测量原理
和结构设计,有效地解决了大型轴承产品在轴承套圈滚道加工及终检过程中相关尺寸精密测量的问题。关键词:滚动轴承;大型轴承;轮廊;粗糙度;测量仪
中图分类号:TH133.33;TH82
文献标志码:B
文章编号:10003762(2017)09005904
Large-ScaleProfileMeasuringInstrument Zhang Hui',Song Xiaobo',Zhang Shuaijun2-3, Wang Dianren2.3
(1. Luoyang Bearing Research Institute Co. ,Lid. ,Luoyang 471039, China;2. Technical Center, Luoyang LYC Bearing Co. ,Lad. ,Luoyang 471039, China; 3, State Key Laboratory of Aerospace Precision Bearings, Luoyang
471039,China)
Abstract : A large scale profile measuring instrument is developed for measuring surface profile and roughness of pre cision parts with inner diameter of more than 300 mm. The measuring principle and structural design are analyzed in de tail, which effectively solves precision measurement problems of relevant dimension of large scale bearing products during processing and final inspection of bearing ring raceway.
Key words: rolling bearing; large scale bearing; profile; roughness; measuring instrument
大型轴承先进制造技术已开始推广,公差等级为P2的轴承制造技术和公差等级为G5的钢球磨研技术等已在生产中应用,这就要求轮廊和粗糙度等二维表面形貌测量仪满足先进制造技术的要求,提升测量精度和测量范围。目前,市场上针对内径300mm以上精密零件表面轮廊的测量主要采用便携式轮廊测量仪,此类测量仪分辨率低,粗糙度测量量程小,测量参数单一,不能满足现代制造技术的要求,为此开发了一种高精度大型轮
测量仪。 1
测量原理
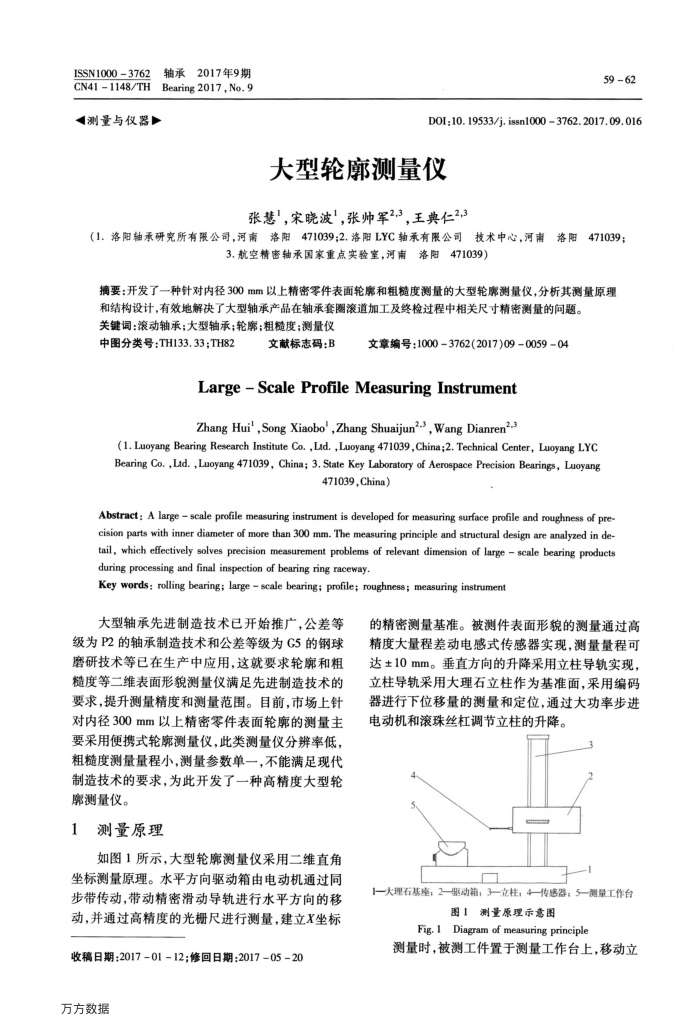
如图1所示,大型轮廊测量仪采用二维直角坐标测量原理。水平方向驱动箱由电动机通过同步带传动,带动精密滑动导轨进行水平方向的移动,并通过高精度的光栅尺进行测量,建立X坐标
收稿日期:2017-01-12;修回日期:2017-05-20 万方数据
的精密测量基准。被测件表面形貌的测量通过高精度大量程差动电感式传感器实现,测量量程可达±10mm。垂直方向的升降采用立柱导轨实现立柱导轨采用大理石立柱作为基准面,采用编码器进行下位移量的测量和定位,通过大功率步进电动机和滚珠丝杠调节立柱的升降。
1一大理石基座,2―动箱,3―立柱;4―传感器:5―测量工作台
图1测量原理示意图
Fig.1Diagram of measuring principle
测量时,被测工件置于测量工作台上,移动立