您当前的位置:首页>论文资料>钢制实体保持架兜孔加工工艺改进
内容简介
 ISSN1000 3762 CN41 1148/TH
ISSN1000 3762 CN41 1148/TH【工艺与装备》
轴承2017年5期 Bearing 2017, No. 5
12 14
D0I:10. 19533/j. issn1000 3762.2017. 05. 005
钢制实体保持架兜孔加工工艺改进
李江斌12.3,刘就"-2,3
(1.洛阳轴研科技股份有限公司,河南洛阳471039;2.河南省高性能轴承技术重点实验室,河南洛阳471039;
3.滚动轴承产业技术创新战略联暨,河南洛阳471039)
摘要:针对40CrNiMoA钢制实体保持架原兜孔加工中,由于保持架材料硬度高、黏性大,容易出现究孔表面粗糙度大,基至出现划伤的间题,改进原铣削加工为镗削通孔,采用硬质合金刀片,通过加工试验对比,验证了改进后工艺的有效性。
关键调:滚动轴承;实体保持架;40CrNiMoA;孔;镗孔
中图分类号:TH133.33;TC537
文献标志码:B
文章编号:10003762(2017)05001203
ImprovementonProcessingTechnologyofSteelSolidCagePocket
Li Jiangbin'-23, Liu Jing'-23
(1. Luoyang Bearing Science & Technology Co. ,Ld. ,Luoyang 471039, China;2. Henan Key Laboratory of High Performance Bearing Technology, Luoyang 471039, China;3. Strategic Alliance for Technology Innovation in Rolling
Bearing Industry,Luoyang 471039,China)
Abstract: For the original processing of 40CrNiMoA steel solid cage pocket, there are problems such as rough pocket surface or even scratches due to the high hardness and high viscosity of the cage material. To improve processing quali-ty, the original milling is replaced by boring through hole, using Carbide blade. The comparison of processing experi-ments verifies the effectiveness of the improved process
Key words: rolling bearing; solid cage ;40CrNiMoA ; pocket; boring
随着国内核工业、航天、深海事业的发展,具有耐高温、耐腐蚀性能的不锈钢、耐热钢材料越来越多的应用在轴承保持架生产中,其中,常用材料有1Cr18Ni9(Ti),14Cr17Ni2,40CrNiMoA等,其相对于工程塑料和铜材,具有更高的硬度、韧性及耐热性。但是该类材料保持架兜孔加工时,传统的加工工艺不能满足其表面粗糙度要求,且加工效率低。由于兜孔与滚动体直接接触,兜孔表面粗糙度直接影响轴承的旋转精度和摩擦发热,因此高质量、高效率的加工该类钢制保持架兜孔成为面临的主要问题。
1
保持架结构特点
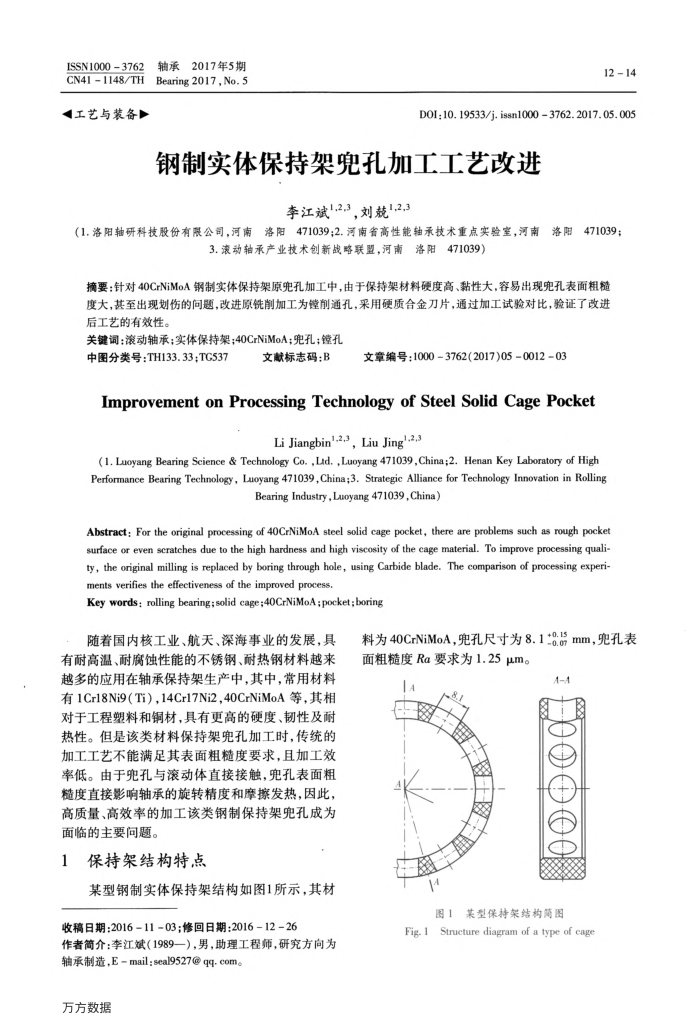
某型钢制实体保持架结构如图1所示,其材
收稿日期:201611-03;修回日期:2016-12-26
作者简介:李江斌(1989一),男,助理工程师,研究方向为
轴承制造,Email:seal9527@qq.com。万方数据
料为40CrNiMoA,兜孔尺寸为8.1-0.mm,兜孔表面粗糙度Ra要求为1.25μm。
44 Q00 5o
图1某型保持架结构简图
Fig, 1Structure diagram of a type of cage
上一章:不同车加工和热处理工艺对套圈变形的影响分析
下一章:贝氏体钢在轴承中的应用进展