您当前的位置:首页>论文资料>PK型保持架兜孔拉削装置的设计
内容简介
 ISSN1000 3762 CN411148/TH
ISSN1000 3762 CN411148/TH轴承2017年11期 Bearing 2017,No. 11
工艺与装备》
2125,55
D0I:10. 19533/j. issn1000 3762. 2017. 11. 006
PK型保持架兜孔拉削装置的设计铁晓艳1.2,3,张振潮".23,侯喜林1,23,徐禹田*,侯亚新2,3
(1.洛阳轴承研究所有限公司,河南洛阳471039;2.河南省高性能轴承技术重点实验室,河南洛阳471039; 3.滚动轴承产业技术创新战略联置,河南洛阳471039;4.恩梯恩LYC(洛阳)精密轴承有限公司,河南洛阳471039)
摘要:针对PK型保持架兜孔结构,设计专用拉削孔装置。该装置主要由传动系统、工件支承机构、工件夹紧机构以及工件上下料机构组成。通过伺服电动机驱动传动系统,借助蜗轮蜗杆实现摆动分度运动,由电气控制工件的支承与夹紧,从面实现孔拉削装置的全自动工作循环。新装置改善了PK型保持架兜孔的表面精度,提高了加工效率。
关键词:滚针轴承;PK型保持架;宪孔;拉削装置;精度
中图分类号:TH133.33*3;TG57
文献标志码:B
文章编号:10003762(2017)11002105
DesignofBroachingDeviceforPKTypeCagePockets Tie Xiaoyan'2,3,Zhang Zhenchao'2,3,Hou Xilin'23,Xu Yutian, Hou Yaxin'2,3
(1. Luoyang Bearing Research Institude Co. ,Lid. ,Luoyang 471039,China;2. Henan Key Laboratory of High Performance Bearing Technology ,Luoyang 471039,China;3. Strategic Alliance for Technology Innovation in Rolling Bearing Industry,Luoyang 471039,China ;4. NTN LYC (Luoyang) Precision Bearing Co. , Lid. ,Luoyang 471039,China)
Abstract: According to structure of PK type cage pockets, the special broaching device is designed. The device is mainly composed of transmission system, workpiece support mechanism, workpiece clamping mechanism and workpiece loading unloading mechanism. The transmission system is driven by servo motor to realize swing and indexing move ment by means of a worm gear. The support and clamp of workpiece are controlled by electric,and the automatic work ing cycle of broaching device for pockets is realized. The surface accuracy of PK type cage pockets is improved,and the work efficiency is improved.
Key words: needle roller bearing; PK type cage;pocket;broaching device;accuracy
为配合航空航天技术对所用轴承性能的要求,充分适应特定工作环境,对轴承的结构、材料、加工精度、配合精度等多方面进行了改进,其中,保持架加工精度对提高轴承整体性能起着不容忽视的作用。
PK型保持架结构及技术要求
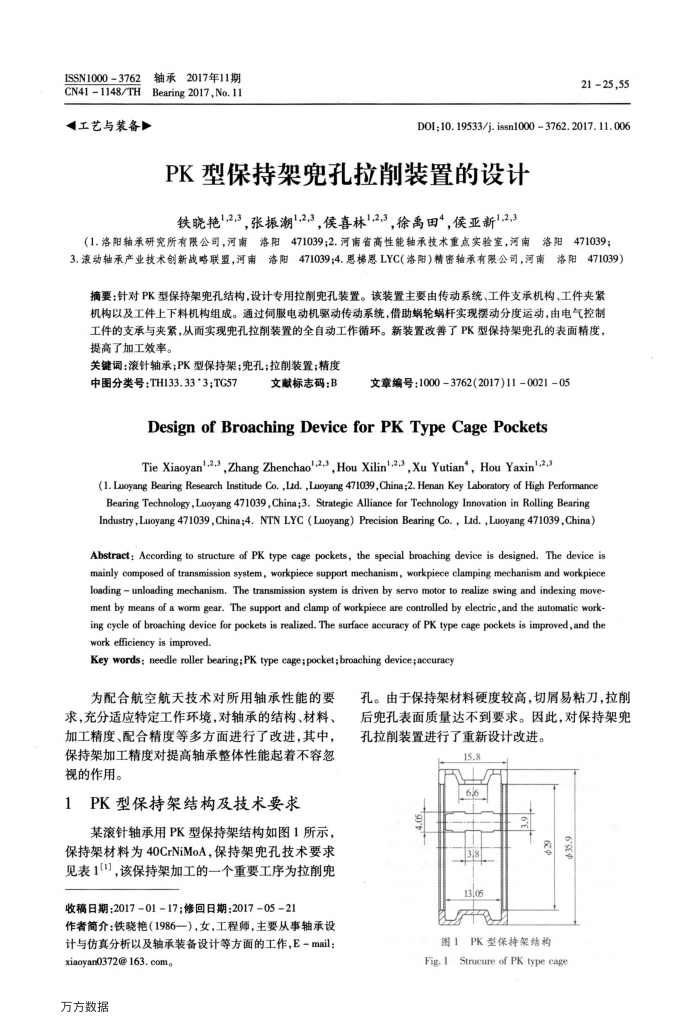
某滚针轴承用PK型保持架结构如图1所示,保持架材料为40CrNiMoA,保持架兜孔技术要求见表1],该保持架加工的一个重要工序为拉削兜
收稿日期:2017-01-17;修回日期:201705-21
作者简介:铁晓艳(1986一),女,工程师,主要从事轴承设计与仿真分析以及轴承装备设计等方面的工作,E-mail:
xiaoyan0372@163.com。万方数据
孔。由于保持架材料硬度较高,切屑易粘刀,拉削后兜孔表面质量达不到要求。因此,对保持架兜孔拉前装置进行了重新设计改进。
6SEp
图1PK型保持架结构 Fig. 1 Strucure of PK type cage