您当前的位置:首页>论文资料>实体双半保持架轴承电铆合工艺改进
内容简介
 ISSN1000 3762 CN41 1148/TH
ISSN1000 3762 CN41 1148/TH轴承2017年2期 Bearing 2017, No.2
24 26
DOI : 10. 19533/j. issn1000 3762. 2017. 02. 006
实体双半保持架轴承电铆合工艺改进
蒋瑞秋,吴玫,孙奇,纪春华
(中航工业哈尔滨轴承有限公司,哈尔滨150036)
摘要:介绍航空传动系统球轴承用实体双半保持架装配铆合的难点,分析传统单面电铆装配工艺存在的问题,通过胎具的改进设计和铆合工艺流程的优化,实现了保持架的双面电铆合,锦合后铆钉头与保持架端面贴合紧
密,铆钉抗断裂能力明显增强,提高了轴承的装配质量关键词:球轴承;实体双半保持架:双面电钟合;铆钉:胎具
中图分类号:TH133.33*1;TG447
文献标志码:B
文章编号:10003762(2017)02002403
Improvement onProcess Technology ofElectric Riveting for Solid
Double-Half Cage
Jiang Ruiqiu, Wu Mei, Sun Ji,Ji Chunhua
( AVIC Harbin Bearing Co. , Ld. , Harbin 150036, China)
Abstract : The difficulties in assembling riveting of solid double half cage assembly for ball bearing of air drive system are introduced. The problems of traditional single sided electric riveting assembly process are analyzed. By improving the design of the mould and optimization of the riveting process, Riveting, rivet head and the end of the cage close fit,
anti riveting ability to significantly enhance the fracture and improve the quality of the bearing assembly. Key words: ball bearing; solid double half cage ;double electrical riveting; rivet;mould
1
双半保持架装配难点
航空电动机传动和发动机附件传动系统用球轴承多采用双半实体保持架,保持架材料多为铜收稿日期:201606-16;修回日期:2016-1005
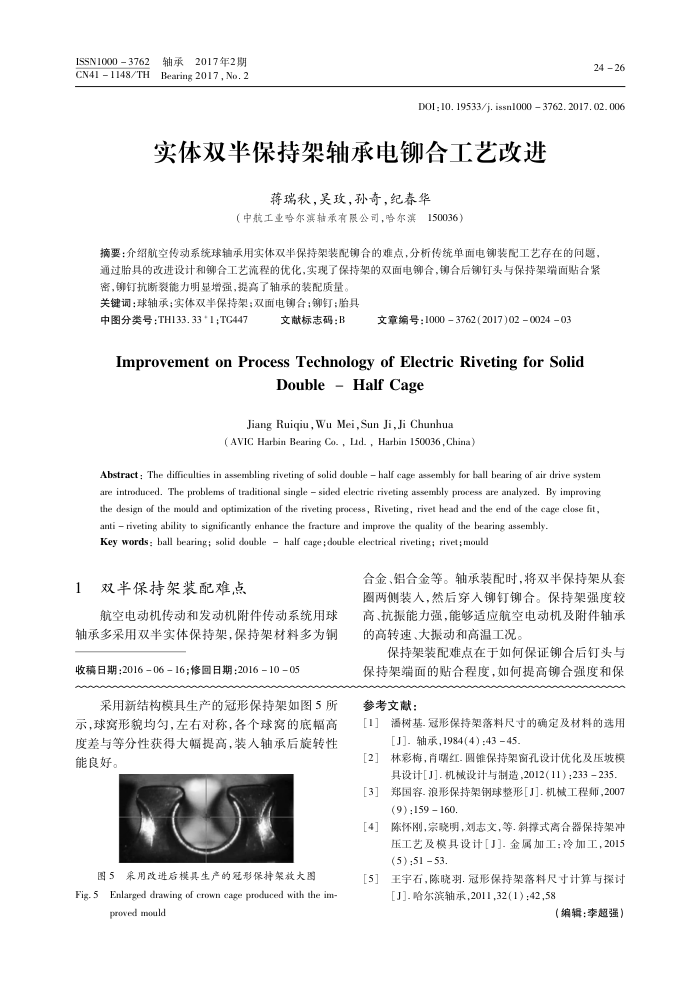
采用新结构模具生产的冠形保持架如图5所示,球窝形貌均勾,左右对称,各个球窝的底幅高度差与等分性获得大幅提高,装人轴承后旋转性能良好。
图5采用改进后模具生产的冠形保持架放大图
Fig. 5Enlarged drawing of crown cage produced with the im-
proved mould
合金、铝合金等。轴承装配时,将双半保持架从套圈两侧装人,然后穿人铆钉铆合。保持架强度较高、抗振能力强,能够适应航空电动机及附件轴承的高转速、大振动和高温工况。
保持架装配难点在于如何保证铆合后钉头与保持架端面的贴合程度,如何提高铆合强度和保参考文献:
潘树基冠形保持架落料尺寸的确定及材料的选用[]
[J].轴承,1984(4):4345.
林彩梅,肖曙红.圆锥保持架窗孔设计优化及压坡模
[2]
具设计[J1.机械设计与制造,2012(11):233-235. 郑国客.浪形保持架钢球整形[J].机械工程师,2007
[3]
(9) :159 160.
陈怀刚,宗晓明,刘志文,等.斜撑式离合器保持架冲
[4]
压工艺及模具设计[J].金属加工:冷加工,2015(5) :51 53
[5]]王宇石,陈晓羽.冠形保持架落料尺寸计算与探讨
[J].哈尔滨轴承,2011,32(1):42,58
(编辑:李超强)