您当前的位置:首页>论文资料>钢塑转换接头焊接过程中降温位置的选择
内容简介
 燃气技术GasTechnolegy doi:10.3969/j.issn.16715152.2011.04.004
燃气技术GasTechnolegy doi:10.3969/j.issn.16715152.2011.04.004钢塑转换接头焊接过程中降温位置的选择
口深圳市燃气集团股份有限公司(518172)王
坤
摘
要:对钢塑转换接头焊接过程中的热量传递进行了分析和估算,提出了选择降温位置的建议。
关键词:钢垫转换接头电弧焊热传递降温
向题提出
近几年,PE管作为一种新型城镇燃气管材在一些地区得到了大量应用,PE管在与钢管接驳时需使用钢塑转换接头"。在钢管端焊接过程中会产生大量的热量,当热量传递至钢塑边界时,由于塑料热阻较大,使热传递过程减缓,导致钢塑接头部位温度迅速上升,需要采取降温措施以保护与钢管连接的PE管部分。在实际操作中由于不清楚钢管一端的温度分布情况,在选择降温位置时有一定的盲目性,降温位置距离焊缝太近会影响焊缝质量,太远则影响降温效果,通常凭经验来选择。如果能对钢管部分的温度分布情况进行分析并根据分析结果选择合适的降温位置,可在一定程度上改善降温效果。
2
钢塑转换焊接过程中焊口处温度确定
2.1焊接电弧的组成及各部分的性质
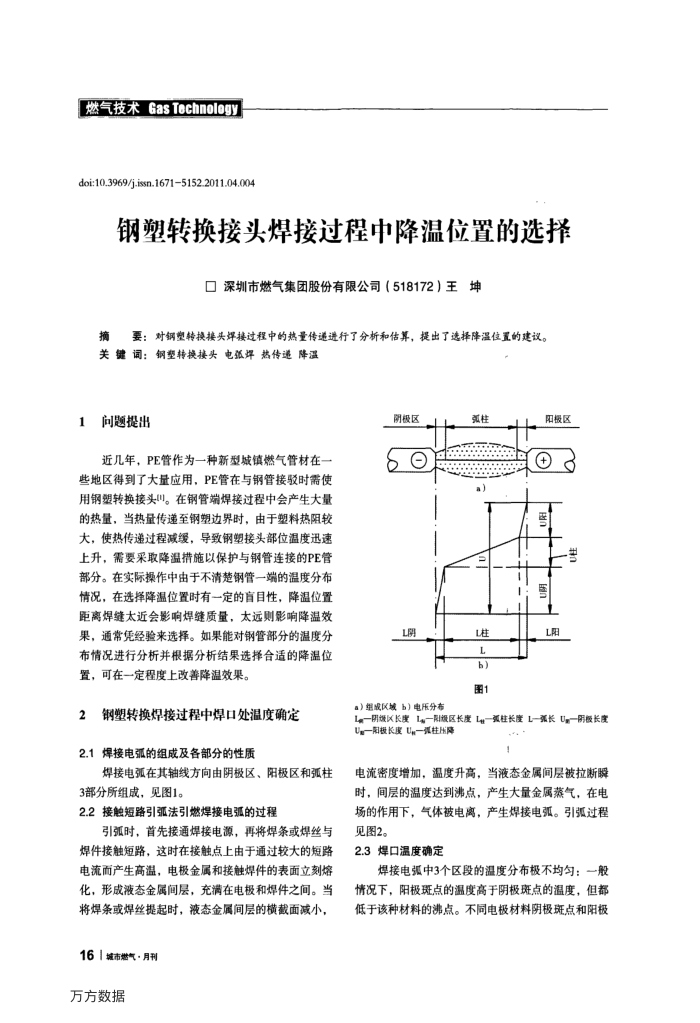
煤接电弧在其轴线方向由阻极区,阳极区和弧柱 3部分所组成,见图1。
2.2接触短路引弧法引燃焊接电弧的过程
引弧时,首先接通焊接电源,再将焊条或焊丝与焊件接触短路,这时在接触点上由于通过较大的短路电流而产生高温,电极金属和接触焊件的表面立刻熔化,形成液态金属间层,充满在电极和焊件之间。当将焊条或焊丝提起时,液态金属间层的横截面减小,
16|城市燃气・月刊万方数据
阴极区
0 L
弧柱 a)
L b)
图1
阳极区 ④ n L阳
a)组或区域b)电压分布
Lg―明设X长度L―设区长度Lu―强柱长度L―强长Ug―极长度 Ue―阳极长度w―强柱H降
电流密度增加,温度升高,当液态金属间层被拉断脱时,间层的温度达到沸点,产生大量金属蒸气,在电场的作用下,气体被电离,产生焊接电弧。引弧过程见图2。
2.3焊口温度确定
焊接电弧中3个区段的温度分布极不均匀:一般情况下,阳极斑点的温度高于阴极斑点的温度,但都低于该种材料的沸点。不同电极材料阴极斑点和阳极
上一章:红外线中餐燃气灶炉膛改造的实验研究
下一章:海南省LNG天然气供气方案优化