����ǰ��λ�ã���ҳ>��������>��ĥ�������϶�����ĸĽ�
��ĥ�������϶�����ĸĽ�
���ݼ��
 �����������ͼ����ţ�TQ172.63
�����������ͼ����ţ�TQ172.63���ױ�־�룺B
���±�ţ�1007-0389(2015)0588-02
�����������ȹ�������ٲ����ĸĽ�
��ĥ�����϶�����ĸĽ�
����������ɽ����װ�����̹ɷ�����˾���ӱ���ɽ063000)
1����
������ĥ�ǿ��ϵͳ����Ҫ�豸����ĥ���ǿ�����ĥ�ĺ�����ĥ�������ҹ�˾�����Ŀ�����ĥ��ĥ����Ҫ��ɣ���ͼ1���������ף�����ĥ������˫��Բ������к͵���Բ���������������÷�ʽ��������ĥ����б��װ,˫��Բ������г��������ľ�������������������Բ���������ֻ���ܾ�����������ĥ�������л������������ء����¡�ǿ�ҳ������Ϊ���ӳ���е�ʹ��������ʹ˫
��Բ����������й����������ȣ�Ҫ��ĥ����װ����е�������϶Ϊ0~0.05mm������˫��Բ���������Բ�����Ϊ��ӯ��ϣ��ڿ�����Ϊ������ϣ�װ����϶�������ھ������⾶��Ϲ����Ӱ�죬��ӯ��Ͻ����������϶��С������϶��С������ȷԤ�⣬����˫��Բ������е�װǰ��϶��ȷ����
1���2������Բ��������У�3���ڼ���ף�4�������� 5������;6��˫��Բά������У�7�����ѹ�壻8���˸�
ͼ1��ĥ��װ��ʾ��ͼ(�������ף�
Ϊ��ͨ������˫��Բ����������Ȧ���ȳ�
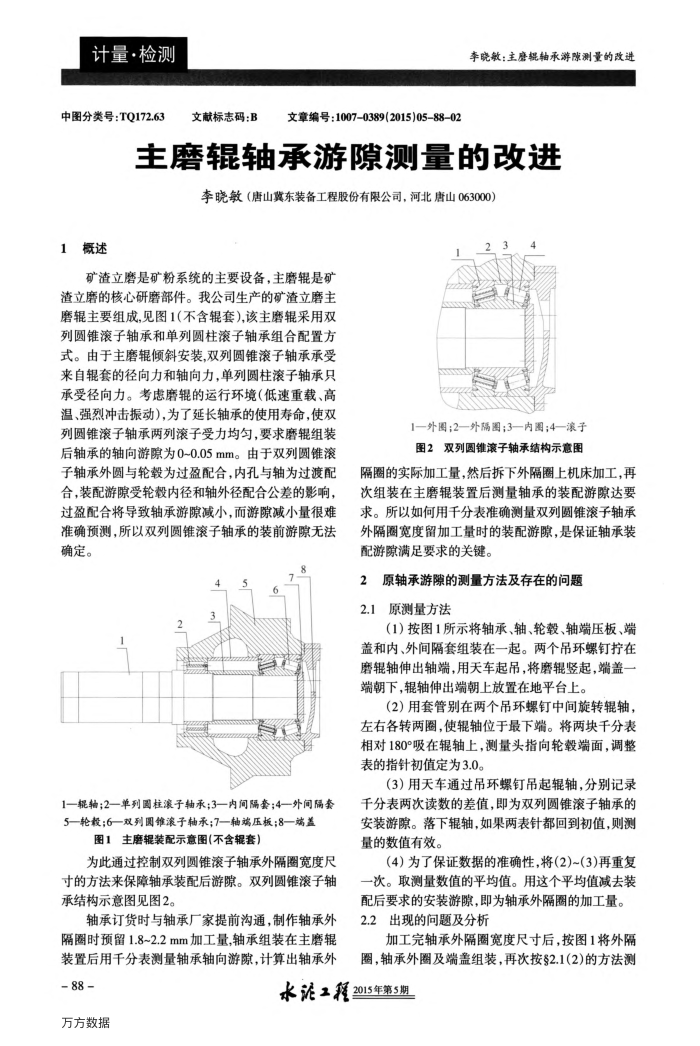
��ķ������������װ�����϶��˫��Բ������нṹʾ��ͼ��ͼ2��
��ж���ʱ����г�����ǰ��ͨ������������ȦʱԤ��1.8~2.2mm�ӹ����������װ����ĥ��װ�ú���ǧ�ֱ��������������϶������������
88 ������
1����Ȧ;2�����Ȧ;3����Ȧ;4������ͼ2˫��Բ������нṹʾ��ͼ
��Ȧ��ʵ�ʼӹ�����Ȼ��������Ȧ�ϻ����ӹ����ٴ���װ����ĥ��װ�ú������е�װ����϶��Ҫ�����������ǧ�ֱ�ȷ����˫��Բ����������Ȧ�������ӹ���ʱ��װ����϶���DZ�֤���װ����϶����Ҫ��Ĺؼ���
2ԭ�����϶�IJ������������ڵ����� 2.1ԭ��������
��1����ͼ1��ʾ����С��ᡢ��챡����ѹ�塢�˸Ǻ��ڡ���������װ��һ�����������ݶ�š��ĥ���������ˣ����쳵�������ĥ�����𣬶˸�һ�˳��£���������˳��Ϸ����ڵ�ƽ̨�ϡ�
(2�����ܱ������������ݶ��м���ת���ᣬ���Ҹ�ת��Ȧ��ʹ����λ�����¶ˡ�������ǧ�ֱ����180�����ڹ����ϣ�����ͷָ����챶��棬��������ָ���ֵ��Ϊ3.0��
��3�����쳵ͨ�������ݶ������ᣬ�ֱ��¼ǧ�ֱ����ζ����IJ�ֵ����Ϊ˫��Բ������еİ�װ��϶�����¼��ᣬ��������붼�ص���ֵ�����������ֵ��Ч��
��4��Ϊ�˱�֤���ݵ�ȷ�ԣ���(2)~(3)���ظ�
һ�Ρ�ȡ������ֵ��ƽ��ֵ�������ƽ��ֵ��ȥװ���Ҫ��İ�װ��϶����Ϊ������Ȧ�ļӹ����� 2.2���ֵ����⼰����
�ӹ���������Ȧ���ȳߴ��ͼ1�����Ȧ�������Ȧ���˸���װ���ٴΰ�$2.1(2)�ķ�����
ˮ���2015���5��
�������
GB/T 25769-2010 ������� ������϶�IJ�������
T/HNMES 08-2024 ������� ����Ӵ�����о�����϶�IJ�������
GB/T 32323-2015 ������� �ĵ�Ӵ������������϶�IJ�������
�д�����������и��ɾ�����϶����װ���о�
�����������Ȳ�������ĸĽ�
�ǽӴ�������������ǵĸĽ����
��ж������������Ƕ������Ƶ�·�ĸĽ�
GB/T 4604.1-2012 ������� ��϶ ��1���֣�������еľ�����϶