您当前的位置:首页>论文资料>驱动桥开裂的修复工艺
内容简介
 驱动桥开裂的修复工艺
驱动桥开裂的修复工艺■欧阳昌卫 1.故障分析
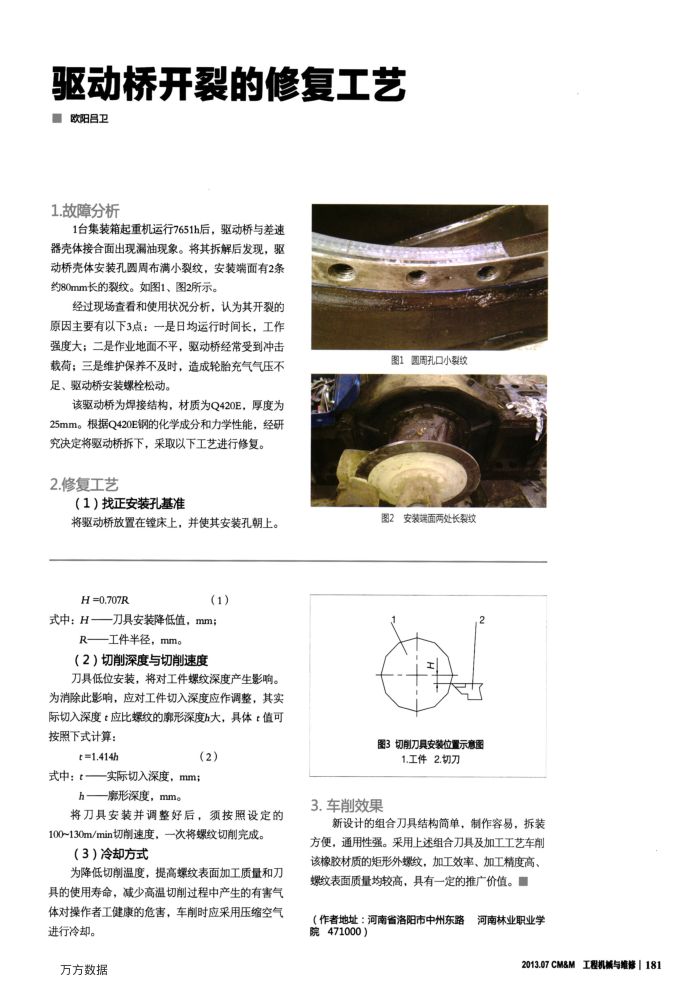
1台集装箱起重机运行7651h后,驱动桥与差速器壳体接合面出现漏油现象。将其拆解后发现,驱动桥壳体安装孔圆周布满小裂纹,安装端面有2条约80mm长的裂纹。如图1、图2所示。
经过现场查看和使用状况分析,认为其开裂的原因主要有以下3点:一是日均运行时间长,工作强度大;二是作业地面不平,驱动桥经常受到冲击
载荷;三是维护保养不及时,造成轮胎充气气压不足、驱动桥安装螺栓松动。
该驱动桥为焊接结构,材质为Q420E,厚度为 25mm。根据Q420E钢的化学成分和力学性能,经研
究决定将驱动桥拆下,采取以下工艺进行修复。 2.修复工艺
(1)找正安装孔基准
将驱动桥放置在床上,并使其安装孔朝上。
H =0.707R
(1)
式中:H――刀具安装降低值,mm;
R―工件半径,mm。
(2)切削深度与切削速度
刀具低位安装,将对工件螺纹深度产生影响。为消除此影响,应对工件切入深度应作调整,其实际切入深度:应比螺纹的廊形深度h大,具体:值可按照下式计算:
t=1.414h
(2)
实际切入深度,mm;
式中:t
h――廓形深度,mm。
将刀具安装并调整好后,须按照设定的 100~130m/min切削速度,一次将螺纹切削完成。
(3)冷却方式
为降低切削温度,提高螺纹表面加工质量和刀具的使用寿命,减少高温切削过程中产生的有害气体对操作者工健康的危害,车削时应采用压缩空气
进行冷却。万方数据
图1圆周孔口小裂纹图2安装端面两处长裂纹
图3切削刀具安装位置示意图
1.工件2.切刀
3.车削效果
新设计的组合刀具结构简单,制作容易,拆装方便,通用性强。采用上述组合刀具及加工工艺车削该橡胶材质的矩形外螺纹,加工效率、加工精度高、螺纹表面质量均较高,具有一定的推广价值。■
(作者地址:河南省洛阳市中州东路院471000)
河南林业职业学
2013.07CM&M工程机械与维修|181