您当前的位置:首页>论文资料>基于控制关键工序质量的阴阳转子修复工艺
基于控制关键工序质量的阴阳转子修复工艺
内容简介
 2010年第4期(总222期)
2010年第4期(总222期)文章编号:1006-2971(2010)04-0047-04
压缩机技术 Compressoc
■制造工艺
基于控制关键工序质量的阴阳转子修复工艺
谭满红",顾峰",贺术祥?
(1.英格索兰上海埃尔特压缩空气系统工程有限公司,上海201109;2.上海佩恩内贸易有限公司,上海201109)摘要:喷油螺杆式压缩机阴、阳转子在工作环境悉劣的状态下长时间运转后,其本体会出现磨损、离蚀、局部崩辞等失效现象。欲对其母材进行表面修复后达到额定排气量、排气压力和使用寿命,须做好转子损坏部位修复、阴阳相互转子嗜合调隙、动平衡测试校正等关键工序的质量控制。经对大量压缩机
转子大修证明,该工艺方法是有效可行的。关键词:阴、阳转子:修复:啮合调隙:动平衡
中图分类号:TH455
1前言
文献标识码:B
从以上工作过程中得出,有两个外来损坏转子型面的关键因素:
螺杆式(即双螺杆)压缩机具有一对互相啮合、相反旋向的螺旋形齿的转子,其齿面凸起的转子称为阳转子,齿面凹下的转子称为阴转子,阴、阳转子为空压机的核心部件。由于用户在使用过程中大多在野外等恶劣的环境,导致转子等零部件损坏程度严重,损坏类型繁杂,修复难度大,维修周期长,尤其是目前阴、阳转子损坏比例在空压机修复中呈急剧上升态势。为了快速有效解决这些难题,通过对表面部分失效的转子大修过程中关键工序的质量控制,以达到额定排气量和排气压力;在维持其母材的情况下进行表面修复,提高材料表面的耐磨性、耐腐蚀性,可以降低购买新件的费用和周期,延长转子的使用寿命。
2转子磨损
2.1.转子齿型面磨损
端面轴向进气,一旦齿槽啮合线在端面的啮合点进入吸气口,则开始吸气;随着转子的转动,啮合线向排气端延伸,当端面齿廊离开吸气口时,吸气阶段结束。吸人的空气处于一个由阴、阳转子及机壳构成的封闭腔,随后这个密封腔随转子的转动继续转动,其容积不断缩小,因而气体被压缩,同时润滑油喷人这个密封腔;最后当阳转子齿槽到达排气口时,密封容积达到最小,压缩空气随同润滑油一起被排出,油气混合体通过止逆阀进人油分离器,在那里
润滑油从空气中分离出来,回到油循环系统。收稿日期:201004-10
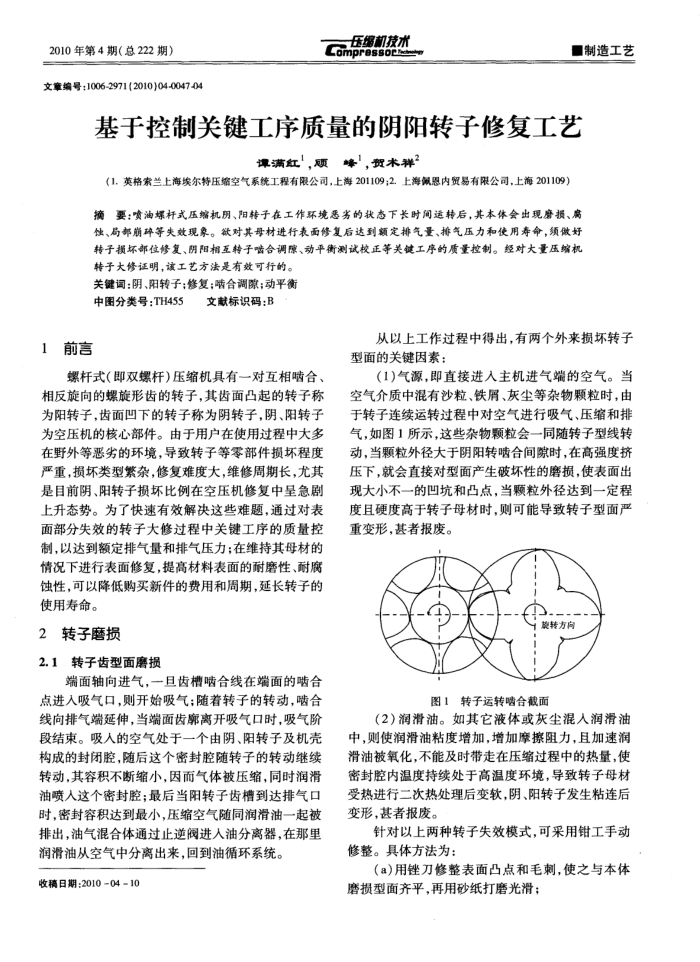
(1)气源,即直接进入主机进气端的空气。当空气介质中混有沙粒、铁屑、灰尘等杂物颗粒时,由于转子连续运转过程中对空气进行吸气、压缩和排气,如图1所示,这些杂物颗粒会一同随转子型线转动,当颗粒外径大于阴阳转啮合间隙时,在高强度挤压下,就会直接对型面产生破坏性的磨损,使表面出现大小不一的凹坑和凸点,当颗粒外径达到一定程度且硬度高于转子母材时,则可能导致转子型面严重变形,甚者报废。
旋转方向
图1转子运转啮合截面
(2)润滑油。如其它液体或灰尘混人润滑油中,则使润滑油粘度增加,增加摩擦阻力,且加速润滑油被氧化,不能及时带走在压缩过程中的热量,使密封腔内温度持续处于高温度环境,导致转子母材受热进行二次热处理后变软,阴、阳转子发生粘连后变形,甚者报废。
针对以上两种转子失效模式,可采用钳工手动修整。具体方法为:
(a)用锉刀修整表面凸点和毛刺,使之与本体磨损型面齐平,再用砂纸打磨光滑;