您当前的位置:首页>论文资料>橡胶矩形螺纹的车削方法
内容简介
 APPLICATION&MAINTENANCE/应用与维修
APPLICATION&MAINTENANCE/应用与维修橡胶矩形螺纹的车削方法安存胜
我单位承揽某国外工程机械专用传动部件的加
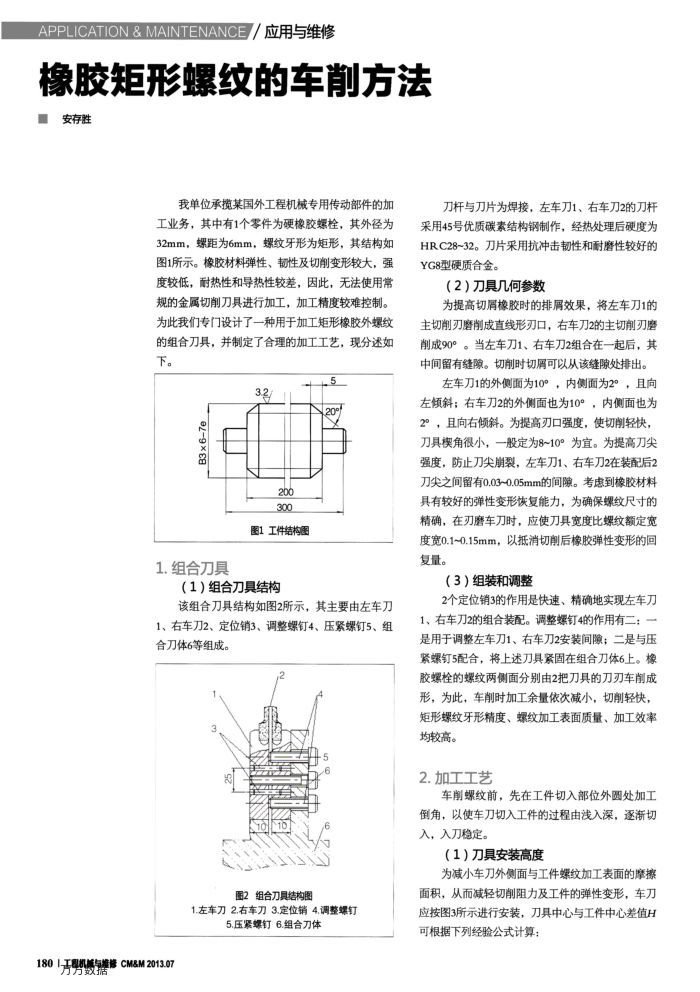
工业务,其中有1个零件为硬橡胶螺栓,其外径为 32mm,螺距为6mm,螺纹牙形为矩形,其结构如图1所示。橡胶材料弹性、韧性及切削变形较大,强度较低,耐热性和导热性较差,因此,无法使用常规的金属切削刀具进行加工,加工精度较难控制。为此我们专门设计了一种用于加工矩形橡胶外螺纹的组合刀具,并制定了合理的加工工艺,现分述如下。
3.2 B3×67e
200 300
图1工件结构图
1.组合刀具
(1)组合刀具结构
5 200
该组合刀具结构如图2所示,其主要由左车刀 1、右车刀2、定位销3、调整螺钉4、压紧螺钉5、组合刀体6等组成。
图2组合刀具结构图
1.左车刀2.右车刀3.定位销4.调整螺钉
5.压紧螺钉6.组合刀体
180万机摄糖修CM&M2013.07
刀杆与刀片为焊接,左车刀1、右车刀2的刀杆
采用45号优质碳素结构钢制作,经热处理后硬度为 HRC28~32。刀片采用抗冲击韧性和耐磨性较好的 YG8型硬质合金。
(2)刀具几何参数
为提高切屑橡胶时的排屑效果,将左车刀1的主切削刃磨削成直线形刃口,右车刀2的主切削刃磨削成90°。当左车刀1、右车刀2组合在一起后,其中间留有缝隙。切削时切屑可以从该缝隙处排出。
左车刀1的外侧面为10°,内侧面为2°,且向左倾斜;右车刀2的外侧面也为10°,内侧面也为 2°,且向右倾斜。为提高刃口强度,使切削轻快,刀具模角很小,一般定为8~10°为宜。为提高刀尖强度,防止刀尖崩裂,左车刀1、右车刀2在装配后2 刀尖之间留有0.03~0.05mm的间隙。考虑到橡胶材料具有较好的弹性变形恢复能力,为确保螺纹尺寸的精确,在刃磨车刀时,应使刀具宽度比螺纹额定宽度宽0.1~0.15mm,以抵消切削后橡胶弹性变形的回复量。
(3)组装和调整
2个定位销3的作用是快速、精确地实现左车刀 1、右车刀2的组合装配。调整螺钉4的作用有二:是用于调整左车刀1、右车刀2安装间隙;二是与压紧螺钉5配合,将上述刀具紧固在组合刀体6上。橡胶螺栓的螺纹两侧面分别由2把刀具的刀刃车削成形,为此,车削时加工余量依次减小,切削轻快,矩形螺纹牙形精度、螺纹加工表面质量、加工效率均较高。
2.加工工艺
车削螺纹前,先在工件切入部位外圆处加工倒角,以使车刀切入工件的过程由浅入深,逐渐切入,入刀稳定。
(1)刀具安装高度
为减小车刀外侧面与工件螺纹加工表面的摩擦面积,从而减轻切削阻力及工件的弹性变形,车刀应按图3所示进行安装,刀具中心与工件中心差值H 可根据下列经验公式计算:
上一章:铣槽机泥浆不能输出的原因
下一章:热拌沥青混凝土质量的控制