您当前的位置:首页>论文资料>凸轮轴的数控车削方法
内容简介
 数事共来与表用
数事共来与表用凸轮轴的数控车削方法
赵勤德
(广州市工贸技师学院广东广州510425)
数控技术
摘要:本文主委介绍在经济型数控车床上道过增加C轴控制功能,结合告轮轴的结构特点,通过加工工艺分析并根据告轮在图纸上的各种表现形式端制加工程序,实现对轮轴的车削加工。西轮轴的加工难点在于其吕轮的加工,故本文以针对吕轮的加工作描述,
关键调:C辑刀具西轮轴伺服主轴驱动器伺服主轴电机
文章编号:1007-9416(2012)06-0001-02
中图分类号:TG519
文献标识码:A
凸轮轴上的凸轮部分的车削是以轴向进,工件作回转运动的同时刀具按照凸轮的升程进行径向的移动刀具,使得工件车削出非圆的回转零件。要完成这种切削通常要采用专用机床,也可以采用车削中心和带旋转轴的加工中心加工,但是采用这两种设备,需要很大的初期投资以及较长的生产准备周期采用专用机床加工虽然可以部分地解决复杂零件的加工,但在更换零件时,需要制造靠模和调整机床,生产准备周期长。而且由于靠模误差的影响,加工零件的精度很难达到较高的要求。采用车削中心和加工中心加工除了初期投资大、生产准备周期长,还存在刀具损耗大,金属切除率较低,费效比不高。
为解决上述问题,达到减少设备的投人规模,降低了生产准备周期,提高加工零件的精度的需求,广州数控GSK980TD系列系统 ZJY系列交流伺服主轴电机,DAP03系列间服主轴电机驱动器的推出使之成为可能。通过在经济型数控车床上改用伺服主轴电机,增加伺服主轴驱动器并开启CNC的C轴控制功能,实现对主轴的联动控制。使得在经济型数控车床通过较为经济的改造后,可以同时完成凸轮轴的外圆车削与凸轮车削,拓宽了数控车床的应用范围。 1、凸轮轴的结构介绍
凸轮轴用铸铁或特殊铸铁铸造而成,或者用碳钢或含有镍和铬的特殊钢的锻造件制成。为了提高凸轮和轴颈部的耐性,要进行高频率火等表面硬化处理,凸轮和轴通常制成整体,但也有的是在
凸轮・
凸轮升度短径
图1凸轮的形状
韶福 20.53 20.00
E8
0 1
图2设计原理图
29.67 klea
钢管上整结接合月轮而成,以减轻重量,
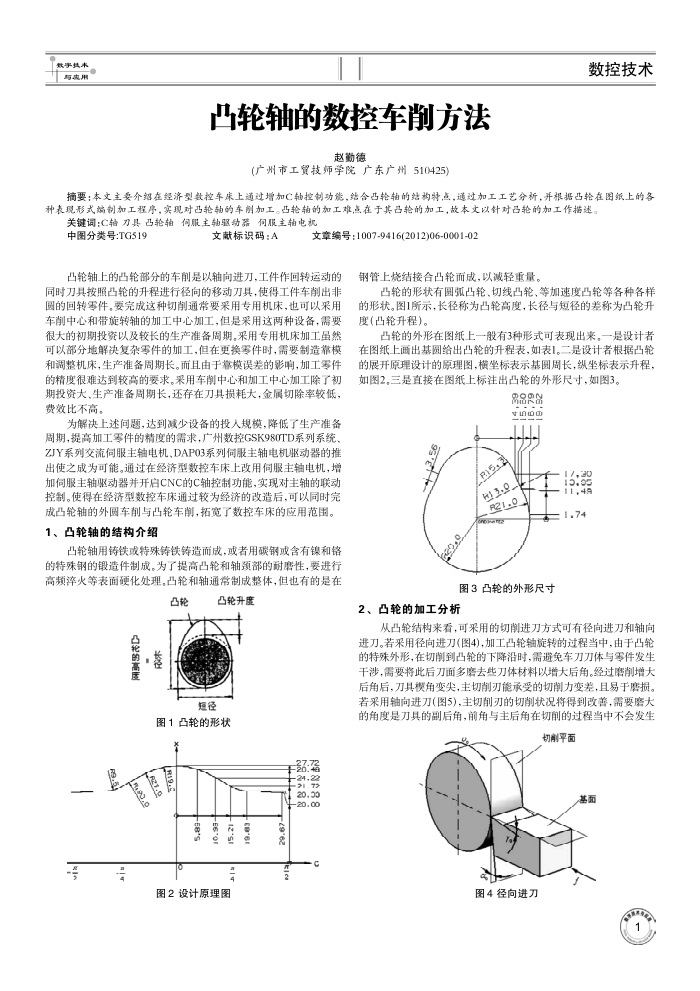
凸轮的形状有圆弧凸轮、切线凸轮,等加速度凸轮等各种各样的形状。图1所示,长径称为轮高度,长径与短径的差称为凸轮升度(凸轮升程)。
凸轮的外形在图纸上一般有3种形式可表现出来。一是设计者在图纸上画出基圆给出凸轮的升程表,如表1。二是设计者根据凸轮的展开原理设计的原理图,横坐标表示基圆周长,纵坐标表示升程,如2,三是直接在纸上标注出凸轮的外形尺寸,如围3。
8 nne
DE*
R12.0 P210
图3凸轮的外形尺寸
2、凸轮的加工分析
15.05 11,48
1.74
从凸轮结构来看,可采用的切削进刀方式可有径向进刀和轴向进刀。若采用径向进刀(图4),加工凸轮轴旋转的过程当中,由于凸轮的特殊外形,在切削到凸轮的下降沿时,需避免车刀刀体与零件发生干涉,需要将此后刀面多磨去些刀体材料以增大后角。经过磨削增大后角后,刀具模角变尖,主切削刃能承受的切削力变差,且易于度损。若采用轴向进刀(图5),主切削刃的切削状况将得到改善,需要磨大的角度是刀具的副后角,前角与主后角在切削的过程当中不会发生
切削平面
基面
图4径向进刀
上一章:浅谈数控编程中的极坐标功能
下一章:台阶轴零件数控加工工艺分析