您当前的位置:首页>论文资料>浅谈竞赛中数控车削异形螺纹的编程
内容简介
 数字技术与应用
数字技术与应用浅谈竞赛中数控车削异形螺纹的编程
于磊磊
(南京交通技师学院江苏南京、210049)
数控技术・
摘要;近年来数控技术的不断发展对数控操作者的委求也在日益提高,而数控车削加工异形爆较在数拉技能竞赛中已经较为常见,并成为计多参赛选手或手工编程者的一大难题。笔者以近年来数控技能大赛中常见的用35"美形车刀和R2.5的图弧车刀完成异形螺纹加工为例,浅读数控车制异形爆纹的工艺分析及端程方法。
关键词:异形坏螺纹工艺变量端程
中图分类号:TG62
文献标识码,A
经过历次参加数控车削技能竞赛,我们可以发现加工异形螺纹已经成为较为常见的赛题,这类零件加工的程序通常无法运用数控编程螺纹切削指令(如:G92/G33/G32/LCYC97等)直接编制,这对于许多参赛选手或手工编程者来说有一定用难,感觉无从下手,导致无法顺利完成异形螺纹加工。实际上,对于异形螺纹类零件的加工目的在于;考察参赛选手临场应变能力,合理运用宏并结合螺纹切削基本指今的组合编程来完成对该类零件的加工,只要我们合理选择刀具及采用适当的编程技巧,难题便会迎刃而解。下面我就竞赛中常见的用35°菱形车刀和R2.5的圆弧车刀完成异形螺纹加工进行举例说明。
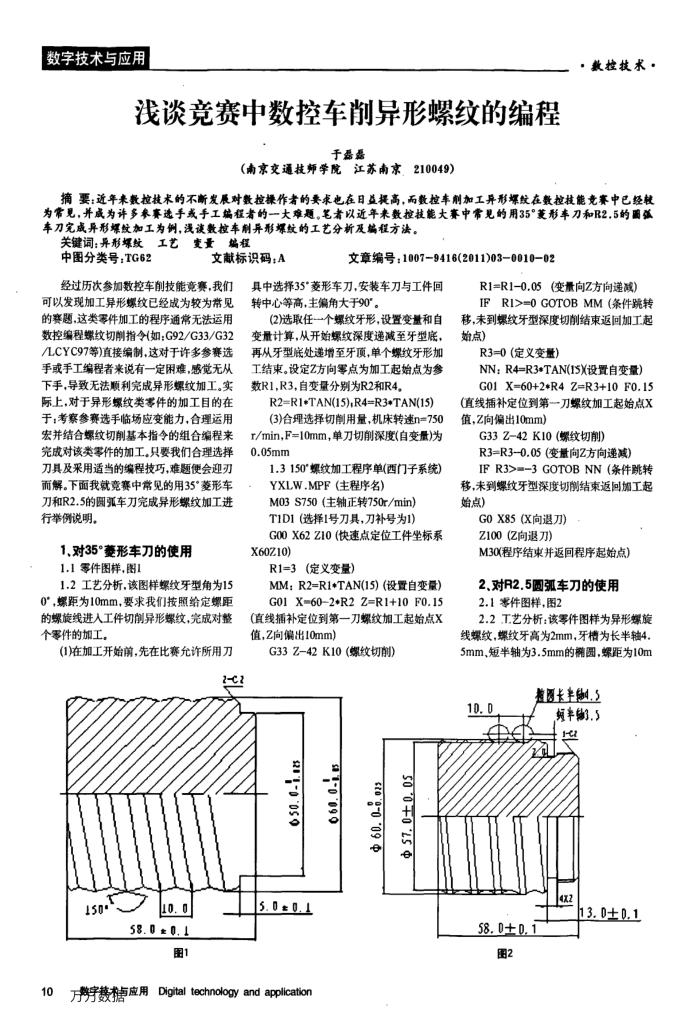
1.对35°菱形车刀的使用 1.1零件图样,图1
1.2工艺分析.该图样螺纹牙型角为15 0°,螺距为10mm,要求我们按照给定螺距的螺旋线进人工件切削异形螺纹,完成对整个零件的加工。
(1)在加工开始前,先在比赛允许所用刀 1s
10. 0 58.0 ± 0.1
图1
10
文章编号:1007-9416(2011)03-0010-02
具中选择35"菱形车刀,安装车刀与工件回转中心等高,主编角大于90。
(2)选取任一个螺纹牙形,设置变量和自变量计算,从开始螺纹深度递减至牙型底,再从牙型底处递增至牙顶,单个螺纹牙形加工结束。设定Z方向零点为加工起始点为参数R1,R3,自变量分别为R2和R4。
R2=R1*TAN(15),R4=R3+TAN(15)(3)合理选择切削用量,机床转速n=750
r/min,F=10mm,单刀切削深度(自变量)为 0.05mm
1.3150°螺纹加工程序单(西门子系统) YXLW.MPF(主程序名)
M03S750(主轴正转750r/min) T1D1(选择1号刀具,刀补号为1)
G00X62Z10(快速点定位工件坐标系 X60Z10)
R1=3(定义变量)
MMR2=R1+TAN(15)(设置自变量) G01X60-2+R2Z=R1+10F0.15
(直线插补定位到第一刀螺纹加工起始点X 值,Z向偏出10mm)
G33Z-42K10(螺纹切削)
2-0 050.
5. 0 ± 0.1
方势字数糖应用Digital technology and application
11-0099
c0g-0 60. 0
57.0±0.05 o
R1=R1-0.05(变量向Z方向递减) IFRI>=OGOTOBMM(条件跳转移,未到螺纹牙型深度切削结束返回加工起始点)
R3=0 (定义变量)
NN:R4=R3+TAN(15X设置自变量) G01 X=60+2R4 Z=R3+10 F0.15
(直线插补定位到第一刀螺纹加工起始点X 值,Z向偏出10mm)
G33Z-42K10 (螺纹切削)
R3=R3-0.05(变量向Z方向递减)
IFR3>=-3GOTOBNN(条件跳转移,未到螺纹牙型深度切结束返回加工起始点)
GOX85(X向退刀) Z100(Z向退刀)
M30(程序结束并返回程序起始点) 2.对R2.5圆弧车刀的使用 2.1零件图样,图2
2.2工艺分析:该零件图样为异形螺旋线螺纹,螺纹牙高为2mm,牙精为长半轴4. 5mm,短半轴为3.5mm的椭圆,螺距为10m
10. D
超圆长半轴4.5 师半轴3.5
58.0.1 图2
13.±0.1
上一章:浅谈数控车削中的刀具半径补偿问题
下一章:宇龙数控仿真软件在数控技术中的应用与研究