����ǰ��λ�ã���ҳ>��������>�������ȹ�¯���������Ĺ��շ���̽��
�������ȹ�¯���������Ĺ��շ���̽��
���ݼ��
 ���̼���IE&CTechnology
���̼���IE&CTechnology�������ȹ�¯���������Ĺ��շ���̽��
�¿����㶫ʡʯ�ͻ������輯�Ź�˾�㶫����510235
ժҪ���ȹ�¯�������������Ĺ��շ���ѡ��ֱ��Ӱ�쵽���ȹ�¯��ά���������պ��ʹ�ã����Ķ�ʩ������Ҫ�ĸ���
����������������IJ�������Ӽ��ܰ�Ӳ�����飬�����˻𣬹ܶ˴��Ƶ������¶���������ʩ���������н��ܡ�
�ؼ������ȹ�¯������������ά��ʩ�����շ������ӹ���ѡ��
��ͼ�����TG44
���ױ�ʶ��B
���±�� 16729323 (2009) 03002905
���Ź��ҹ�ҵ��ҵ��Ѹ�ͷ�չ���������ȹ�¯��ʹ����һ����������ܷ�����������й©������Ӱ��ʹ�ã�������ܷ�����ȫ�¹ʣ��̴˱�����ж��ڼ�����������ж����ܻݵ���������и�����
��˾�нӵĹ�����ú����˾��������CCR1#��2#���ȹ�¯�ܸ������̣�ÿ̨���ȹ�¯�ϼƸ���������408�������Ź�128���������������1)�����������Ĺ��շ���ѡ��ֱ��Ӱ�쵽��¯ά���������ڵĿ��ƣ�������Ҫ��Է��ȹ�¯�Ķ����������������дӶ��������IJ�������Ӽ��ܰ�Ӳ�����顢�����˻𡢹ܶ˴�ĥ�������¶���������ʩ����������̽�֣���ͼ1�д�ʵ�߷����й���)���������ݾ���һ̨��¯Ϊ����
��1���������Źܲ�����
�����
��
���
57��3 L=5006
��ֹ�
2
�����kp57��5L=5006
���� 20# 20#
��
��
408�� 128��
��
GB/T9948~2006 GB/T9948~2006
1���ȹ�¯�������������������̽���(��ͼ1)
f
��%4A+
J noaaspsee
*%
x+an 1. fieah 4saav
ͼ1�������̽���
2�ɹ������
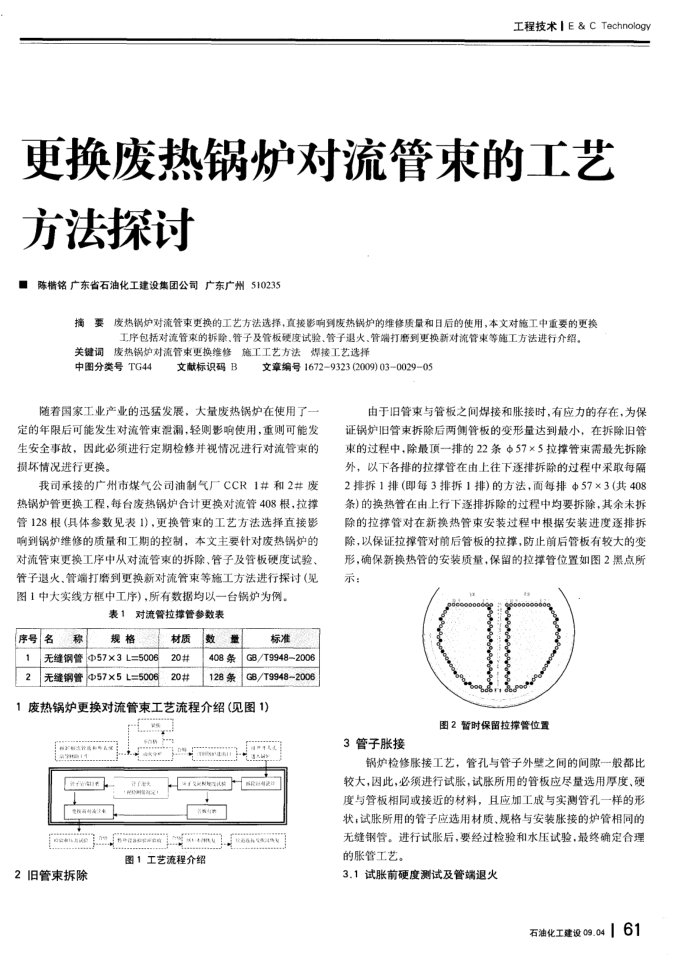
���ھɹ�����ܰ�֮�亸�Ӻ��ͽ�ʱ����Ӧ���Ĵ��ڣ�Ϊ��֤��¯�ɹ������������ܰ�ı������ﵽ��С���ڲ���ɹ����Ĺ����У����һ�ŵ�22����57��5���Ź��������Ȳ���⣬���¸��ŵ����Ź��������������Ų���Ĺ����в�ȡÿ�� 2�Ų�1�ţ���ÿ3�Ų�1��)�ķ�������ÿ����57��3(��408 ��)�Ļ��ȹ��������������Ų���Ĺ����о�Ҫ���������δ��������Źܶ����»��ȹ�����װ�����и��ݰ�װ�������Ų�����Ա�֤���Źܶ�ǰ��ܰ�����ţ���ֹǰ��ܰ��нϴ�ı��Σ�ȷ���»��ȹܵİ�װ���������������Ź�λ����ͼ2�ڵ���ʾ��
ͼ2��ʱ�������Ź�λ��
3�����ͽ�
��¯�����ͽӹ��գ��ܿ���������֮��ļ�϶һ�㶼�Ƚϴ���ˣ�����������ͣ��������õĹܰ�Ӧ����ѡ�ú�ȡ�Ӳ����ܰ���ͬ��ӽ��IJ��ϣ���Ӧ�ӹ�����ʵ��ܿ�һ������״���������õĹ���Ӧѡ�ò��ʡ�����밲װ�ͽӵ�¯����ͬ����ֹܡ��������ͺ�Ҫ���������ˮѹ���飬����ȷ���������ܹ��ա�
3.1����ǰӲ�Ȳ��Լ��ܶ��˻�
ʯ�ͻ�������09.0461