您当前的位置:首页>论文资料>输送圆环链专用抛丸清理机的开发
内容简介
 装备技术EQUIPMENTTECHNOLOGY
装备技术EQUIPMENTTECHNOLOGY输送圆环链专用抛丸清理机的开发 TheDevelopingandApplicationofBlastCleaningMachine
fortheTransportingCircleChain
李德生夏克廷李晓波王召波马宏伟
(青岛双星铸造机械有限公司,山东青岛市266400)
摘要:输送用圆环链每一环链节开口的焊接质量及链节的表面质量直接关系到整条输送链的安全性和使用寿命,实验对比表明,用抛丸清理的方法来提高链节的焊接导电能力和表面质量,是最直接有效、最经济环保的一种加工处理方法。本文介绍了一种高效、环保、自动化程度高的输送圆环链专用抛丸清理机。
关键调:专用抛丸清理机,设计
中图分类号:TG234:文献标识码:A;文章编号:1006-9658(2009)03-3
输送用圆环链是一种焊接型输送链,每一环链节都留有开口,待与其它相邻链节相扣后焊接开口,形成一封闭链节。因其品种多、规格全、强度高被广
收稿日期:200903-02 文章编号:2009-024
作者简介:李德生(1979-),男,工程师,主要从事铸造机械的开发与
设计
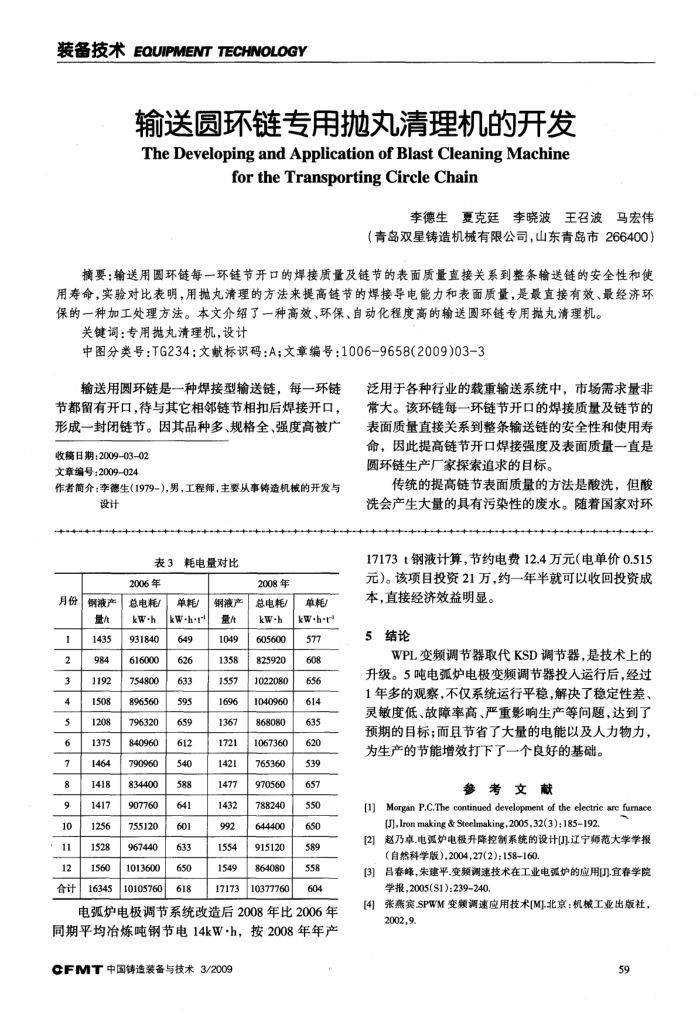
表3
3耗电量对比
2006年
月份 1 2 3
5 6 A 8 9 10 11 12 合计
钢减产量/ 1435 984 1192 1508 1208 1375 1464 1418 1417 1256 1528 1560 16345
总电耗/ kw-h 931840 616000 754800 896560 796320 840960 790960 834400 907760 755120 967440 1013600 10105760
单耗/ kw-h+t 649 626 633 595 659 612 540 588 641 601 633 650 618
钢液产量 1049 1358 1557 1696 1367 1721 1421 1477 1432 992 1554 1549 17173
2008年
总电耗/ kw-h 605600 825920 1022080 1040960 868080 1067360 765360 970560 788240 644400 915120 864080 10377760
单耗/ kw-h-t 577 608 656 614 635 620 539 657 550 650 589 558 604
电弧炉电极调节系统改造后2008年比2006年同期平均冶炼吨钢节电14kW・h,按2008年年产 CFMIT中国铸造装备与技术3/2009
泛用于各种行业的载重输送系统中,市场需求量非常大。该环链每一环链节开口的焊接质量及链节的表面质量直接关系到整条输送链的安全性和使用寿命,因此提高链节开口焊接强度及表面质量一直是圆环链生产厂家探索追求的目标。
传统的提高链节表面质量的方法是酸洗,但酸洗会产生大量的具有污染性的废水。随着国家对环 17173t钢液计算,节约电费12.4万元(电单价0.515 元)。该项目投资21万,约一年半就可以收回投资成本,直接经济效益明显。
结论 5
WPL变频调节器取代KSD调节器,是技术上的升级。5吨电弧炉电极变频调节器投入运行后,经过 1年多的观察,不仅系统运行平稳,解决了稳定性差、灵敏度低、故障率高、严重影响生产等问题,达到了预期的目标;而且节省了大量的电能以及人力物力,为生产的节能增效打下了一个良好的基础。
参考文献
[1] Morgan P.C.The continued development of the electric are fumace
[], Iron making & Steelmaking,2005,32(3): 185192.
赵乃卓.电弧炉电极升降控制系统的设计[辽宁师范大学学报[2]
(自然科学版),2004,27(2):158160
吕春峰,朱建平,变频调速技术在工业电强炉的应用[]宜春学院
3]
学报,2005(S1):239240.
[4]张燕宾.SPWM变频调速应用技术[M]北京:机械工业出版社,
2002,9.
59