粉末冶金高速钢FW12Cr4V5Co5热处理工艺
内容简介
 热处理工艺 echnology
热处理工艺 echnology粉末冶金高速钢FW12Cr4V5Co5 热处理工艺
中航工业南方航空工业集团有限公司工模具分公司
(湖南株洲412002)
李平
【摘要】对粉来冶金高速钢FW12Cr4V5Co5(简称FT15)的热处理规律进行了研究,对比了普通高速钢和粉末冶全高速钢热处理的组织及性能,提出了能够满足产品技术条件要求的热处理工艺,取得了较好的经济效益。
1.粉末冶金高速钢材料
(1)粉末冶金高速钢的冶炼性能粉末冶金
法制取高速钢与传统的铸锻法不同。普通高速钢和高性能高速钢通过电死炉或感应电炉熔炼后直接将钢液浇注成钢键,然后再通过锻造轧制加工成钢材。但由于钢液浇注冷凝成钢镜时,凝固速度十分缓慢,从钢液中析出大量的金属碳化物,形成鱼骨状的莱氏体和团块状的粗大共晶碳化物,产生碳化物偏析,一次碳化物晶粒尺寸为2~12μm。硬而脆的碳化物在高速钢中分布不均勾,且晶粒粗大,对高速钢刀具的耐磨性、韧性及切削性能产生不利影响。
粉末冶金高速钢的制造过程是:将高频感应炉熔炼出的钢液,用高压气体喷射使之雾化,再急冷而得到细小均勾的结晶组织(粉末)。然后将这些分散的固体粉末颗粒在适当的温度和压力同时作用下致密化成钢材,由于粉来冶金在喷雾制粉过程中,钢液冷却速度十分快,雾化的钢液中碳化物来不及聚集长大形成团块状。因此,粉末冶金法制造的高速钢没有碳化物偏析缺陷,其碳化物分布均为
表1
元素 FT15
(W12Cr4V5Co5)
M42
(W2Mo9Cr4VCo8) P18(W18Cr4V)
1402013年增刊1
c
1.45~1.6
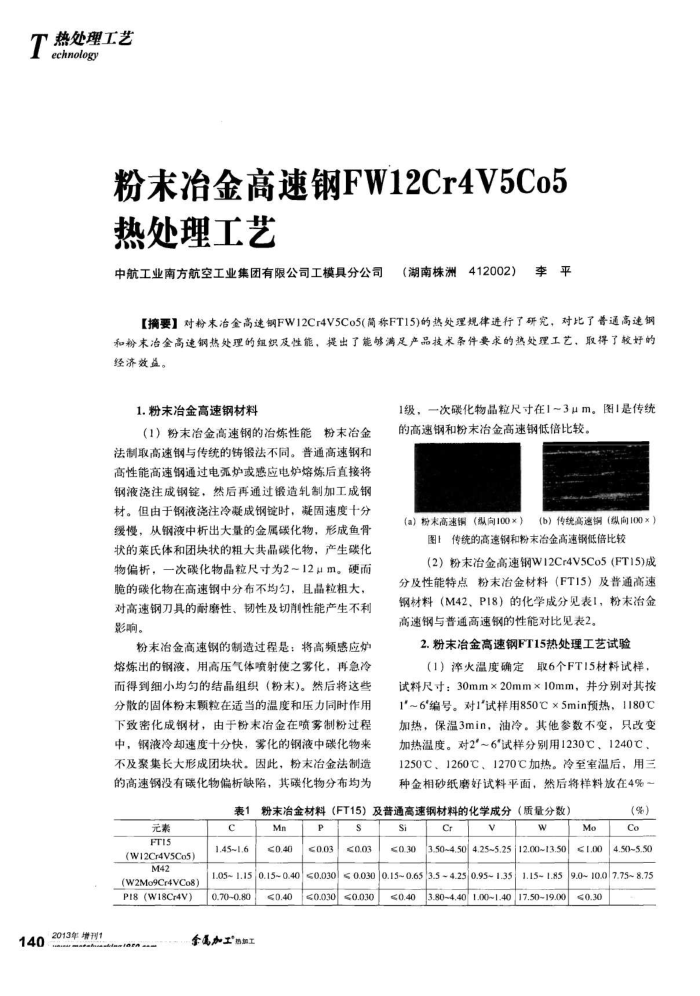
1级,一次碳化物品粒尺寸在1~3μm。图1是传统的高速钢和粉末冶金高速钢低倍比较。
(a)粉末高速铜(纵向100x)
(b)传统高邀钢(纵向100×)
图1传统的高速钢和粉末冶金高速钢低倍比较
(2)粉末冶金高速钢W12Cr4V5Co5(FT15)成分及性能特点粉末冶金材料(FT15)及普通高速钢材料(M42、P18)的化学成分见表1,粉末冶金高速钢与普通高速钢的性能对比见表2。
2.粉末冶金高速钢FT15热处理工艺试验
(1)泽火温度确定取6个FT15材料试样,试料尺寸:30mm×20mm×10mm,并分别对其按 1~6编号。对1"试样用850℃×5min预热,1180℃ 加热,保温3min,油冷。其他参数不变,只改变加热温度。对2"~6"试样分别用1230℃、1240℃, 1250℃、1260℃、1270℃加热。冷至室温后,用三种金相砂纸磨好试料平面,然后将样料放在4%一
粉末治金材料(FT15)及普通高速钢材料的化学成分(质量分数)
5
w
Mn ≤0.40
1.05~ 1.15
0.15~0.40
0.700.80
全国加工热加工
≤0.40
P 0.03 ≤0.030 ooo
s ≤0.03
si ≤0.30
v
3.50~4.50
04.25~5.25
512.00~13.50
≤ 0.0300.15~ 0.65
3.5 ~ 4.250.95~ 1.35
≤0.030
≤0.40
3.80~4.40
1.15~ 1.85
1.00~1.40|17.50~19.00
Mo ≤1.00
(%) Co 4.50~5.50
9.0~ 10.07.75~ 8.75 ≤0.30