您当前的位置:首页>论文资料>拉带类制件手动模的设计
内容简介
 ・冲模技术・
・冲模技术・拉带类制件手动模的设计
沈涛
法国罗格朗(北京)电气有限公司(北京102200)
【摘要】介绍了拉带类制件手动模的设计,该制件设计较为独特,进行模具设计时,必须经过工艺分析,确定合理的模具结构,最佳的冲压方案,最后还要求有利于模具制造,充分体现不同模具设计者的不同设计思路。
关键词:手动模;成形模;芯轴;疲劳强度
中图分类号:TC385.2
文献标识码:B
DesignofHandworkDiefor theDrawstringParts
[Abstract] The article introduces the die of the drawstring parts by handwork. At first design of die must analyses the structure of product, the structure of die must be reasonable, ensure the best pressing project. At last the design of the die can be manufactured, it show that different designer lead to different result.
Key word: handwork die;foming die; core axis; weariness intension
制件结构分析
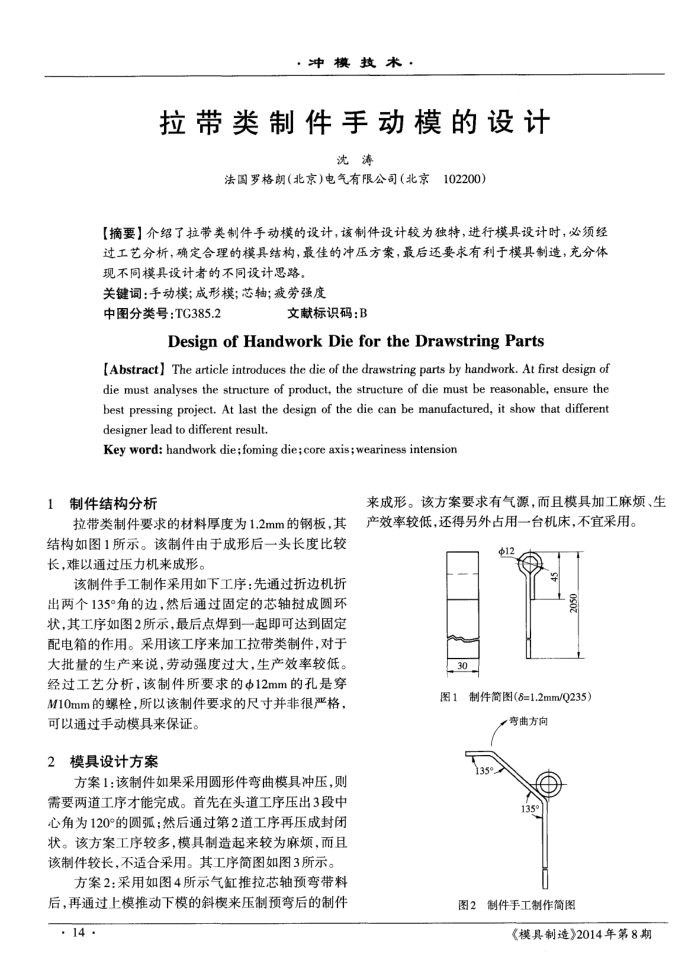
拉带类制件要求的材料厚度为1.2mm的钢板.其结构如图1所示。该制件由于成形后一头长度比较长,难以通过压力机来成形。
该制件手工制作采用如下工序:先通过折边机折出两个135°角的边,然后通过固定的芯轴挝成圆环状,其工序如图2所示,最后点焊到一起即可达到固定配电箱的作用。采用该工序来加工拉带类制件,对于大批量的生产来说,劳动强度过大,生产效率较低。经过工艺分析,该制件所要求的Φ12mm的孔是穿 M10mm的螺栓,所以该制件要求的尺寸并非很严格,
可以通过手动模具来保证。 2模具设计方案
方案1:该制件如果采用圆形件弯曲模具冲压,则需要两道工序才能完成。首先在头道工序压出3段中心角为120°的圆弧;然后通过第2道工序再压成封闭状。该方案工序较多,模具制造起来较为麻烦,而且该制件较长,不适合采用。其工序简图如图3所示。
方案2:采用如图4所示气缸红推拉芯轴预弯带料后,再通过上模推动下模的斜模来压制预弯后的制件 14.
来成形。该方案要求有气源,而且模具加工麻烦、生产效率较低,还得另外占用一台机床,不宜采用。
pl
30
图1制件简图(8=1.2mm/Q235)
弯曲方向 1350
图2制件手工制作简图
《模具制造》2014年第8期
上一章:拉环瓶盖热流道注射模设计
下一章:如何写论文的摘要