内容简介
 模具工业2017年第43卷第3期
模具工业2017年第43卷第3期阶梯
d
模的冲李浩,尹东海,孙克华
模
(常州博瑞电力自动化设备有限公司,江苏常州213025)
设计
摘要;通过分析铝型材零件的结构特点,设计了一副具有阶梯式锯齿形凸模连续冲切的冲模,解决了零件冲裁时无压料且一次冲切产生较大塌角和毛刺等问题。实践证明:模具结构合理,冲压过程安全平
稳,生产的零件质量稳定,可为类似零件的成形提供参考。关键词:铝型材;阶梯凸模;冲模;毛刺;角
中图分类号:TG385.2
文章编号:1001-2168(2017)03-0029-02
文献标识码:B
D0I:10.16787/j.cnki.10012168.dmi.2017.03.007
Designof stampingdiewithsteppunch
LI Hao,YIN Dong-hai, SUN Ke-hua
(NR Electric Power Electronics Co.,Ltd,Changzhou,Jiangsu 213025,China)
Abstract: The structural characteristic of Al profile was analyzed, and a stamping die with step sawtooth punch was designed. It solved the problem that the bigger die roll and larg er burr were occurred at the once stamping withoutpressure plate.Practice showed that the die structurewas reasonable,the stampingprocess was safe and smooth and the
parts' quality was stable, which could provide a reference for forming the similar parts. Key words:Al profile; step punch; stamping die; burr; die roll
0引言
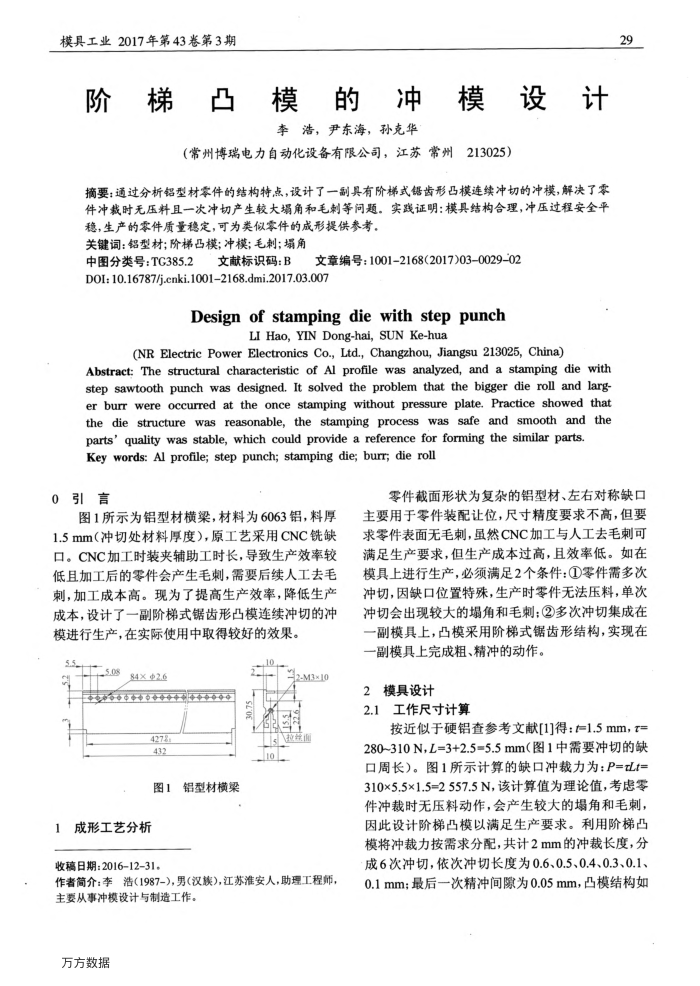
图1所示为铝型材横梁,材料为6063铝,料厚 1.5mm(冲切处材料厚度),原工艺采用CNC铣缺口。CNC加工时装夹辅助工时长,导致生产效率较低且加工后的零件会产生毛刺,需要后续人工去毛刺,加工成本高。现为了提高生产效率,降低生产成本,设计了一副阶梯式锯齿形凸模连续冲切的冲
模进行生产,在实际使用中取得较好的效果。 5.5
84x Φ2.6
666606664546600
4278 432
图!
铝型材横梁
1成形工艺分析收稿日期:2016-12-31。
10
2-M3×10
作者简介:李浩(1987-),男(汉族),江苏准安人,助理工程师,
主要从事冲模设计与制造工作。万方数据
29
零件截面形状为复杂的铝型材、左右对称缺口主要用于零件装配让位,尺寸精度要求不高,但要求零件表面无毛刺,虽然CNC加工与人工去毛刺可满足生产要求,但生产成本过高,且效率低。如在模具上进行生产,必须满足2个条件:①零件需多次冲切,因缺口位置特殊,生产时零件无法压料,单次冲切会出现较大的塌角和毛刺:②多次冲切集成在一副模具上,凸模采用阶梯式锯齿形结构,实现在
一副模具上完成粗、精冲的动作。 2模具设计
2.1工作尺寸计算
按近似于硬铝查参考文献[1]得:=1.5mm,r 280~310N,L=3+2.5=5.5mm(图1中需要冲切的缺口周长)。图1所示计算的缺口冲裁力为:P=Lt= 310x×5.5×1.5=2557.5N,该计算值为理论值,考虑零件冲裁时无压料动作,会产生较大的塌角和毛刺,因此设计阶梯凸模以满足生产要求。利用阶梯凸模将冲裁力按需求分配,共计2mm的冲裁长度,分成6次冲切,依次冲切长度为0.6、0.5、0.4、0.3、0.1、 0.1mm:最后一次精冲间隙为0.05mm,凸模结构如