您当前的位置:首页>论文资料>重卡驾驶室地板鼓包制件冲压工艺设计
内容简介
 CEPC 正泰隆国际装备采购中心
CEPC 正泰隆国际装备采购中心全球招商热线:0512-57758888
中国・昆山一
网址:www.stijt.com
重卡驾驶室地板鼓包制件冲压工艺设计
郑子毅,吴东华,郭迎春,邓磊
一拖(洛阳)东晨模具科技有限公司(河南洛阳471003)
【摘要]以重卡驾驶室地板鼓包制件的冲压工艺为研究对象,介绍了设计过程中所采用的分析方法和技术参数,重点分析了制件拉伸工艺设计的技术难点并提出了相应的解决方案。关键词:冲压工艺设计;拉伸工艺;技术难点;解决方案
中图分类号:TG385.2
文献标识码:B
DesignofStampingProcessofHeavy TruckCabFloorDrumKitParts
[Abstract] Based on the truck cab floor drum kit parts stamping process as the research object, introduced the design process that adopted analysis method and the technical parameters, focused on the analysis of process design technical difficulties and the corresponding solutions Key words: stamping process design; drawing process ; technical difficulties; solution
引言 1
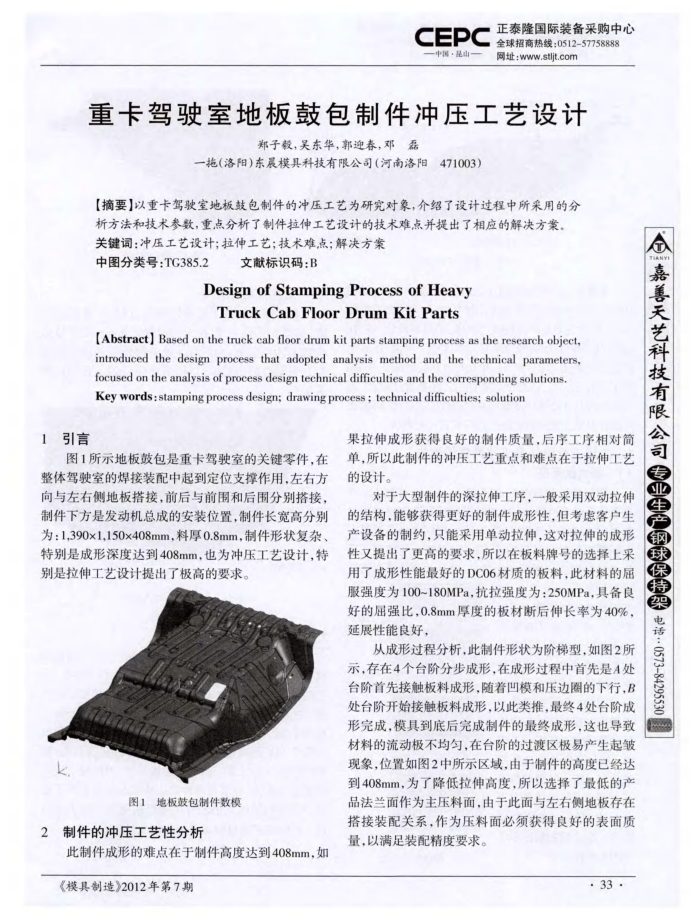
图1所示地板鼓包是重卡驾驶室的关键零件,在整体驾驶室的焊接装配中起到定位支撑作用,左右方向与左右侧地板搭接,前后与前围和后围分别搭接,制件下方是发动机总成的安装位置,制件长宽高分别为:1.390x1.150x408mm,料厚0.8mm,制件形状复杂、特别是成形深度达到408mm,也为冲压工艺设计,特别是拉伸工艺设计提出了极高的要求。
图1地板鼓包制件数模
2制件的冲压工艺性分析
此制件成形的难点在于制件高度达到408mm.如《模具制造》2012年第7期
果拉伸成形获得良好的制件质量,后序工序相对简单,所以此制件的冲压工艺重点和难点在于拉伸工艺的设计。
对于大型制件的深拉伸工序,一般采用双动拉伸的结构,能够获得更好的制件成形性,但考虑客户生产设备的制约,只能采用单动拉伸,这对拉伸的成形性又提出了更高的要求,所以在板料牌号的选择上采用了成形性能最好的DC06材质的板料,此材料的属服强度为100~180MPa,抗拉强度为:250MPa,具备良好的屈强比,0.8mm厚度的板材断后伸长率为40% 延展性能良好,
从成形过程分析,此制件形状为阶梯型,如图2所示,存在4个台阶分步成形,在成形过程中首先是A处台阶首先接触板料成形,随着凹模和压边圈的下行,B 处台阶开始接触板料成形,以此类推,最终4处台阶成形完成,模具到底后完成制件的最终成形,这也导致材料的流动极不均勾,在台阶的过渡区极易产生起皱现象,位置如图2中所示区域,由于制件的高度已经达到408mm,为了降低拉伸高度,所以选择了最低的产品法兰面作为主压料面,由于此面与左右侧地板存在搭接装配关系,作为压料面必须获得良好的表面质量,以满足装配精度要求。
・ 33.
金嘉善天艺科技有限公司专业生产钢球保架电话・057384295530
上一章:如何提高板料成形数值模拟分析的精度
下一章:模具专业英语教学改革探索