您当前的位置:首页>论文资料>线切割加工卡尺尺框的工艺改进
内容简介
 制造业信息化
制造业信息化佰真/建桃/CAD/CAM/CAE/CAPPMANUFACTURING INFORMATIZATION
线切割加工卡尺尺框的工艺改进
方昭华
(哈尔滨量具刃具集团有限责任公司,哈尔滨150040)
摘要:随着工业电子技术迅速发展及数控机床的广泛应用,量具行业中对游标卡尺尺框的外形加工,由原来的铁床加工工艺逐渐将被线切割电火花工艺所替代。文中针对游标卡尺尺框由原来的铣床加工外形,改进后采用电火花线切割加工的两种工艺方法进行阐述、比对。
关键词:线切割:铣床加工中图分类号:TG48
0引言
文献标志码:A
文章编号:1002-2333(2014)03-0155-02
N1:
游标卡尺尺框工艺改进是改变原来冲切外形,再由铣床进行铣削加工工艺流程变为冲切板料使用电火花线切割,以下简称(线切割)切尺框外形。原来冲切铣削外形工艺受冲模、材料硬度、铣床工作状态、刀具角度、工装角度等因素影响,使加工后的尺框难以达到工艺要求,为后序加工带来诸多影响。且在铣削中,操作者劳动强度大,导致产品零件加工尺寸一致性差,直接影响到产品装配效率和质量。经工艺改进后,加工出来的零件一致性好,效率高,节省材料。
1铣床加工尺框外形及线切割加工尺框外形工艺过程
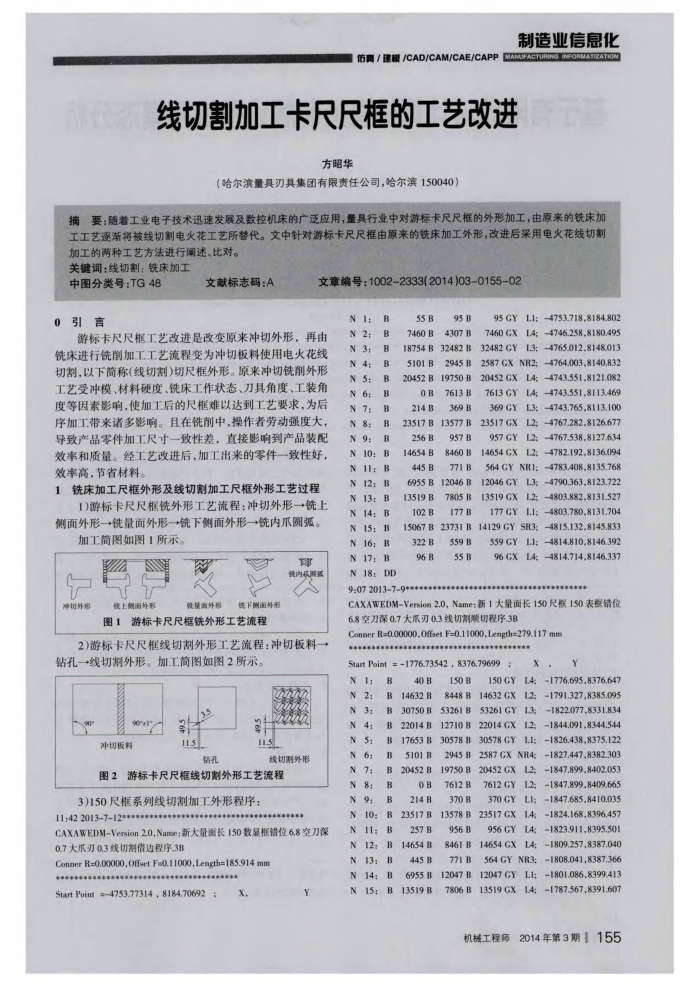
1)游标卡尺尺框铣外形工艺流程:冲切外形→铣上侧面外形一铣量面外形一→铣下侧面外形一铣内爪圆弧。
加工简图如图1所示。
较内频两强
净切外
晚上刚图外
铁量面外形
供下侧面外形
图1游标卡尺尺框铣外形工艺流程
2)游标卡尺尺框线切割外形工艺流程:冲切板料钻孔一线切割外形。加工简图如图2所示。
35
Q
90°
冲切板料
11.5
钻孔
线切制外形
图2游标卡尺尺框线切割外形工艺流程
3)150尺框系列线切割加工外形程序:
11:422013-7-12****************************************
CAXAWEDM-Version2.0,Name:新大量面长150数显板错位6.8空刀深 0.7大瓜刃0.3线切割借边程序.3B
Conner R=0.00000,0ffset F=0.11000,Length=185.914 mm ++++++++s
Start Point =4753.77314, 8184.70692:
X
Y
N2: N3: N4: N5: N6: N7: N8: N9:
B B B B B B B B B
N10:
B
N:
B
N12:
B
N13: N14:B N15:B N16:B N17:B
55 B 7460B
95 B 4307B
18754B32482B
2945B
5101B
20452B19750B
7613B OB
214 B
369B
23517B13577B
256B 14654B 445B
957B 8460B 771B
6955B12046B 13519B
7805B
102B
177B
95GY
L.1:4753.718.8184.802
7460GX
14;
4746.258.8180.495
32482GY
4765.012.8148.013 13;
2587GXNR2:
-4764.003.8140.832
20452GX 7613GY 369 GY 23517GX 957GY 14654GX
L4; L4: L3; L2:
4743.551,8121.082 4743.551,8113.469 4743.765,8113.100 4767.282,8126.677
:4767.538,8127.634
L2; L2;
4782.192,8136.094
564GY
NRI:
12046GY 13519 GX 177GY
1.3; 1.2: L1:
15067B23731B14129CY
SR3;
322B 896
N18:DD
9:07 2013-7-9********
559B 55B
559 GY 96GX
L1 L4;
4783.408,8135.768 4790.363,8123.722 4803.882.8131.527 4803.780.8131.704 4815.132.8145.833 4814.810,8146.392 4814.714,8146.337
CAXAWEDM-Version2.0,Name:新1大量面长150尺框150表糕错位 6.8空刀深0.7大不刃0.3线切制顺切程序.3B
Conner R=0.00000,0ffset F=0.11000,Length=279.117 mm t*c38s3680898999950060900009c0o
=1776.73542,8376.79699
Start Point
1 N
N2:
N
3
N
4 N
5
N 6
N
7
N 8:
N9 10: N
11: N
N12:
N
13:
N14:
B B B B B
B B B B B B
N
15:
B
40 B 14632B 30750B 22014B 17653B
5101B 20452B
150 B
150GY
8448B
14632GX
53261B
53261GY
12710B
22014GX
87
30578GY
85
19750B
80 214B 23517B 257 B 14654B 445B 6955B 13519B
7612B 370 B 13578B 956 B 8461B 771B 12047B 7806B
L4: 12; 13 1.2: LI:
2587GX NR4;
20452GX 7612GY 370GY 23517GX 956GY 14654GX 564GY
12 L2: LI; 14 L4 L4
NR3
12047GY 13519GX
LI: L4:
Y
1776.695,8376.647 1791.327,8385.095 1822.077,8331.834 1844.091.8344.544 1826.438,8375.122 1827.447,8382.303 1847,899,8402.053 1847.899,8409.665 1847.685,8410.035 1824.168,8396.457 1823.911,8395.501 1809.257,8387.040 1808.041,8387.366 1801.086,8399.413 1787.567,8391.607
机械工程师2014年第3期155
上一章:超短脉冲辐照下金膜的超快热弹性力学响应
下一章:线圈转角平面铣胎的设计