您当前的位置:首页>论文资料>快洁擦膛机电气系统技术总结
内容简介
 学术论坛
学术论坛快洁擦膛机电气系统技术总结
张春兰
(北方机器有限贵任公司黑龙江齐齐哈尔161000)
数事费与度用
摘要:我国常规大口径火炮的身管保养,一直采用人工方式察睦,即使厂房有机器察晚,电要拆下身管,劳动强度大,程序烦项,擦拭时间长(净整擦抵一般需5~6天),而且只能实现对身管的全程择拭,不能实现局部擦拭。快洁擦度机的研制,解放了人力,解决了传统擦腹货时货力的葬瑞(工作时只需两个人,净睦擦拭只需4~6小时),电气控制是快洁擦融机的关键技术,它的质量直接影响到察睦机的整体性能。
关键调:身管擦胶端码器变频器
中图分类号:TM3
文献标识码:A
文章编号:1007-9416(2012)04-0272-01
传统的擦膜方法是将身管拆下,利用安装在炮口,炮尾上的行程开关作为换向信号,通过接触器控制电机的正、反向运转。行程开关安装不方便,工作不可靠,接触器颠繁换向容易损坏,寿命短,而且只能实现对身管的全程操拭,不能实现有重点的局部擦拭。采用 PLC控制后,虽然能进行局部擦拭,但只是几段定长的局部擦拭,不能随意设置擦拭长度,并且刷子在身管内的位置也无法知道。为了实现对身管内膜全程和局部任意位置定长,定时擦的功能,对携
膛机电气系统做了如下设计。 1、快洁擦膛机的功能
(1)手动工作方式
(2)自动工作方式:全程擦拭、局部擦拭定时擦拭。 2、电气系统方案设计
2.1电气系统的组成
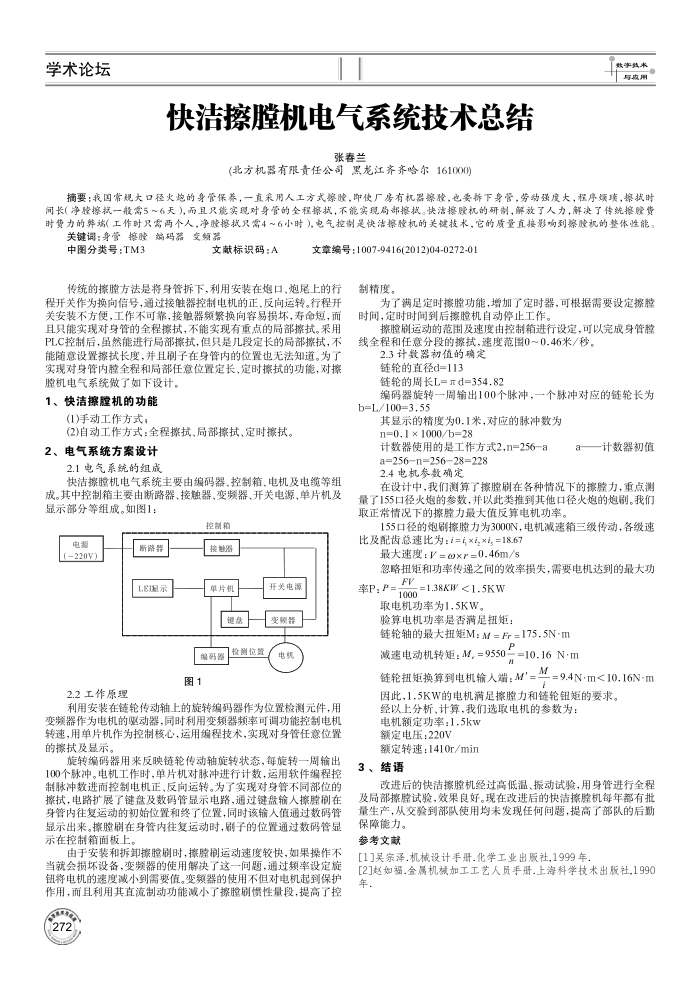
快洁擦膛机电气系统主要由编码器、控制箱、电机及电缆等组成。其中控制箱主要由断路器、接触器、变频器、开关电源、单片机及显示部分等组成。如图1:
控制箱
电票(220V)
2.2工作原理
断路普 LE限示
接触器
单片机键盐
开关电源变要著
编男器检测位量图1
利用安装在链轮传动轴上的旋转编码器作为位置检测元件,用变频器作为电机的驱动器,同时利用变频器频率可调功能控制电机转速,用单片机作为控制核心,运用编程技术,实现对身管任意位置的携拭及显示
旋转编码器用来反映链轮传动轴旋转状态,每旋转一周输出 100个脉冲。电机工作时,单片机对脉冲进行计数,运用软件编程控制脉冲数进而控制电机正、反向运转。为了实现对身管不同部位的擦拭,电路扩展了键盘及数码管显示电路,通过键盘输人擦刷在身管内往复运动的初始位置和终了位置,同时该输人值通过数码管显示出来。擦膛刷在身管内往复运动时,刷子的位置通过数码管显示在控制箱面板上。
由于安装和拆卸操瞻刷时,擦腺刷运动速度较快,如果操作不当就会损坏设备,变频器的使用解决了这一问题,通过频率设定旋钮将电机的速度减小到需要值。变频器的使用不但对电机起到保护作用,而且利用其直流制动功能减小了擦膛刷惯性量段,提高了控
272
制精度。
为了满足定时擦膛功能,增加了定时器,可根据需要设定擦膛时间,定时时间到后擦膛机自动停止工作。
擦膛剧运动的范围及速度由控制箱进行设定,可以完成身管膛线全程和任意分段的擦拭,速度范图0~0.46米/秒。
2.3计数器初值的确定链轮的直径d=113
链轮的周长L=元d=354.82
编码器旋转一周输出100个脉冲,一个脉冲对应的链轮长为 b=L/100=3.55
其显示的精度为0.1米,对应的脉冲数为
n=0.1 × 1000/b=28
计数器使用的是工作方式2,n=256-a
a=256n=25628=228 2.4电机参数确定
a―计数器初值
在设计中,我们测算了擦膛刷在各种情况下的擦膛力,重点测量了155口径火炮的参数,并以此类推到其他口径火炮的炮剧。我们取正常情况下的擦力最大值反算电机功率。
155口径的炮刷擦膜力为3000N,电机减速箱三级传动,各级速比及配齿总速比为:i=i×ixi,=18.67
最大速度:V=@×r=0.46m/s
忽略扭矩和功率传递之间的效率损失,需要电机达到的最大功 FV
=1.38KW<1.5KW
P,P:
1000
取电机功率为1.5KW。
验算电机功率是否满足扭矩:
链轮轴的最大扭矩M:M=Fr=175.5N-m 减速电动机转矩:M,=9550==10.16N・m
W
=9.4N・m<10.16N-m
链轮扭矩换算到电机输人端:M":
因此,1.5KW的电机满足擦膛力和链轮钮矩的要求。经以上分析计算,我们选取电机的参数为:
电机额定功率:1.5kw 额定电压:220V
额定转速:1410r/min 3、结语
改进后的快洁擦膛机经过高低温、振动试验,用身管进行全程及局部擦睦试验,效果良好。现在改进后的快洁擦睦机每年都有批量生产,从交验到部队使用均未发现任何问题,提高了部队的后勤
保障能力。参考文献
[1吴宗泽.机械设计手册-化学工业出版社,1999年,
[2]越如福.金属机械加工工艺人员手册.上海科学技术出版社,1990 年,
上一章:空间滤波器离子泵监控系统的设计
下一章:基于指纹识别的驾驶人身份认证系统研究