您当前的位置:首页>论文资料>吹风气余热回收系统技术改造总结
内容简介
 14
14氮肥技术
2011年第32卷第4期
吹风气余热回收系统技术改造总结
吴琼上官末玲
(山西兰花科技创业股份有限公司化肥分公司晋城048000)
ee
摘要简要介绍原吹风气余热回收系统存在的间题,针对存在的间题进行了技术改造。并介绍了改造后的工艺、设备及运行情况,还进行了效益分析。
关键调・欧吹风气余热回收技术改造效益
1前言
山西兰花科创股份有限公司化肥分公司目前有三套吹风气余热回收装置。其中1"造气系统配有五台02610mm的煤气炉,正常生产开四备:配套10/h吹风气余热回收装置,该装置投运时间较长,实际运行效果很差,正常生产只能间断回收2台造气炉吹风气量,排烟温度为105℃ 左右,且系统正压严重,排烟温度高、粉尘含量超
标,无法满足生产和环保要求。 2存在的问题及影响因素分析
《1)燃烧炉设计偏小,燃烧不充分。目前系统配用的燃烧炉是03800,设计烟气量是18000 Nmh,而随着造气炉生产能力的扩大,目前的烟气量达到了30000Nm/h。因此燃烧炉燃烧空间明显不足,造成了燃烧不充分,出口残余可燃气体含量高。
(2)锅炉系统排灰不畅,排烟温度超高。目前吹风气系统只能回收两台造气炉吹风气,现排烟温度为105℃左右,如回收台数增加,则排烟温度可达到150~200℃。吹风气系统在设计时没有考虑到锅炉底部排灰装置,尤其在改烧型煤后造成
除
吹风气260℃
28000Nm/h
器
合成二气常温 300Nm/h
万方数据
炉
第
400℃8400Nm/h
763
了严重堵塞。另外,由于锅炉尾部的空气预热器和省煤器均采用了热管式,造成了管内堵塞换热效果差。
(3)吹风气除尘器经改造后效果不好,未使用。
(4)二次鼓风机风压不足,系统运行时呈正压。
(5)锅炉安装不合理,锅炉下部有部分气流死区,造成下部换热面积失效和积灰严重。
(6)尾部无除尘设备,烟气排放不达标。
3
技术改造任务及目标
(1)提高燃烧炉燃烧效率,减少合成弛放气
耗量,使送来吹风气的造气炉由目前的2台提高到4台。
(2)解决锅炉排烟温度高的问题,使锅炉排烟温度在改造后可降至150℃以下。
(3)蒸汽产量由目前的3~5t/h提高至10t/h。(4)炉前阻力由目前的4000Pa降至3000Pa。
(5)提高系统运行的安全性和稳定性。技术改造内容
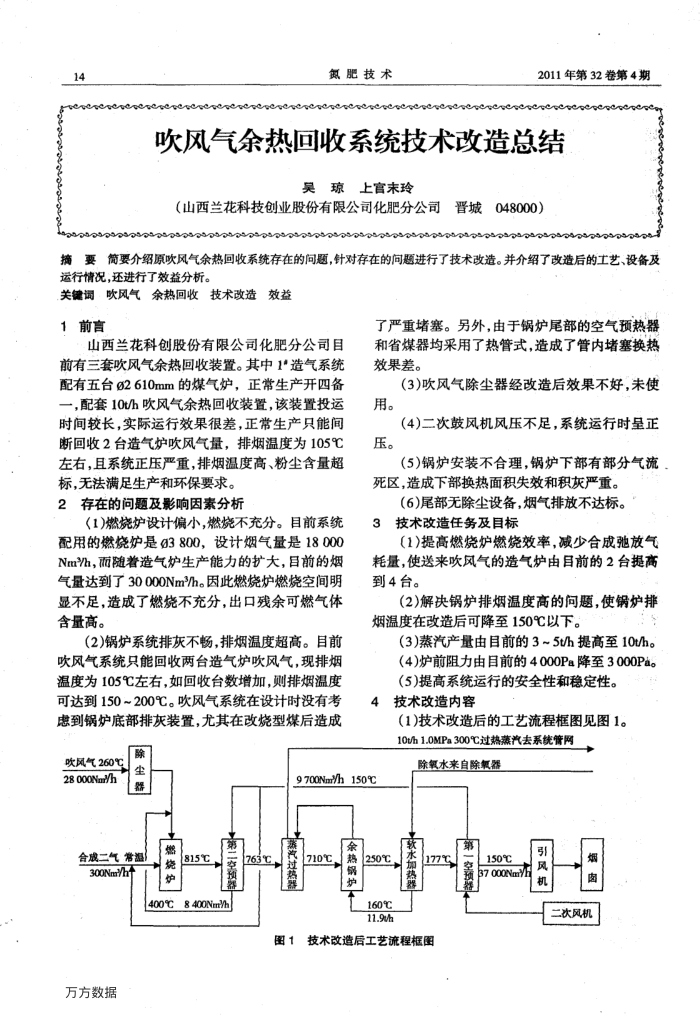
(1)技术改造后的工艺流程框图见图1。 10t/h1.0MPa300℃过热蒸汽去系统管网
除氧水来自除氧器
9700Nm/h 150℃
余
过
热护
250
160℃ 11.9/h
图1技术改造后工艺流程框图
器
150%
37000Nmy
引风
机
面
二次风机