����ǰ��λ�ã���ҳ>��������>���Ŷ˳ݱ��������Ͻ�����ӹ����շ���
���Ŷ˳ݱ��������Ͻ�����ӹ����շ���
���ݼ��
 �����������Զ���
�����������Զ���2016���2��
���Ŷ˳ݱ��������Ͻ�����ӹ����շ���
���������
��������ƽ���̲ݻ�е����˾��������453000��
ժҪ���ڼ��ӹ�һֱ�ǻ�е�ӹ��е��ѵ㣬���Ŷ˳ݱ����ӹ��Ѷȸ�����Ը�������ڳ�����ϳ���ӹ��и��Բװ�б��ε��������������ṹ�ص������Ӧ�Ĺ�װ�оߣ����ı�н����ķ����Խ��װ�б��ε�
���Ⲣ��ǿ�����ĸ��ԣ��Ա�֤��Ʒ�������������Ч�ʣ��������˶Թ��˼��ܵ�Ҫ��ؼ��ʱ��ڼ����Ŷ˳ݸ��Լн�����װ�о�
1����ṹ����
�ڸ���������װ������һ�ؼ������Ϊ���Ͻ𱡱�����������������24��11.7mm���ijݣ������������ڲ��Լ�϶��ϵķ�ʽ��װʹ�ã��乤��״̬�Ǹ�����ת�����Զ���������ȷ��ԣ��Գƶȼ�����Բͬ��Ⱦ���Ҫ��������������̫��¼ӹ��б������أ�һֱ�����Ѽӹ��ṹ����Ҫ����˳ݵĴ���Ŀ�˳�������ӣ��ڱ��ڵĻ������������˼ӹ����Ѷȡ��ױ��Ρ����Բ��װ�м��ӹ����Ǹ�����ӹ��Ĺ����ѵ㣬����ṹ��ͼ1��ʾ��
mn Ho0. 03A
0.(6 A
ͼ1����ṹʾ��ͼ�����ϣ�7075��
2�����Է���
2.1��������ļӹ��ѵ㼰Ӧ�Դ�ʩ
����������ӹ����ѵ�������н���������������Ӧ���������ȵ����ص�Ӱ��������ı��Ρ������������Բ��㣬�������࣬����װ���������
62
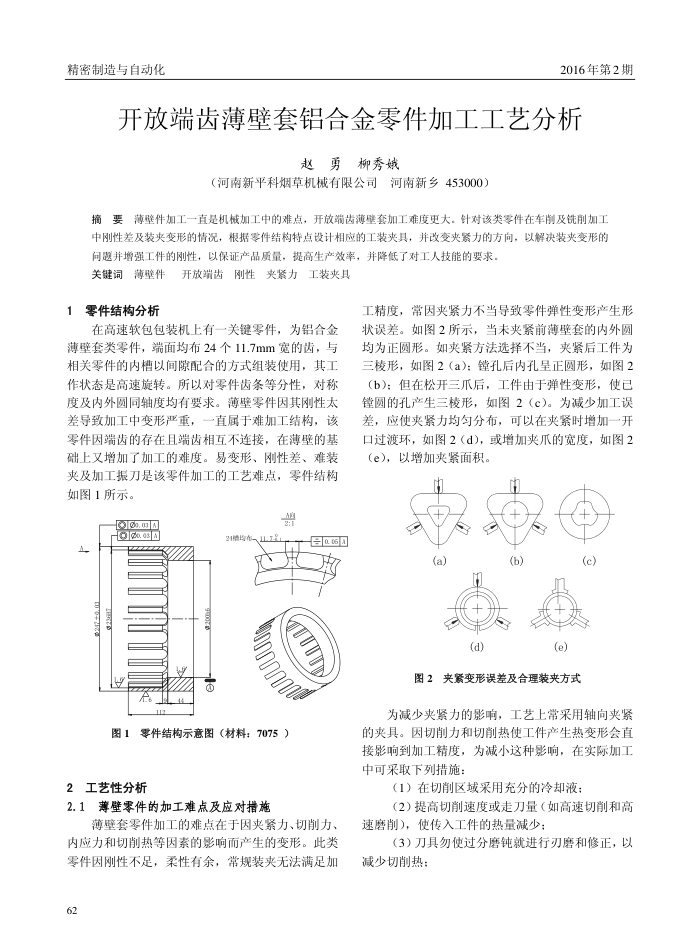
�����ȣ�����н�����������������Ա��β�����״����ͼ2��ʾ����δ�н�ǰ�����������ʾ�Ϊ��Բ�Ρ���н�����ѡ�����н���Ϊ�����Σ���ͼ2��a)���ۿ��ڿ׳���Բ�Σ���ͼ2(b)�������ɿ���צ�������ڵ��Ա��Σ�ʹ����Բ�Ŀײ��������Σ���ͼ2��c����Ϊ���ټӹ���Ӧʹ�н������ȷֲ��������ڼн�ʱ����һ���ڹ��ɻ�����ͼ2��d)�������Ӽ�צ�Ŀ��ȣ���ͼ2��e)�������Ӽн������
(a
(d)
h
(e)
(c)
ͼ2���ϱ���������װ�з�ʽ
Ϊ���ټн�����Ӱ�죬�����ϳ���������н�
�ļоߡ�������������ǰ��ʹ���������ȱ��λ�ֱ��Ӱ�쵽�ӹ����ȣ�Ϊ��С����Ӱ�죬��ʵ�ʼӹ��пɲ�ȡ���д�ʩ��
��1��������������ó�ֵ���ȴҺ��
��2����������ٶȻ��ߵ����������������
��ĥ��)��ʹ���빤�����������٣�
��3��������ʹ����ĥ�۾ͽ�����ĥ����������
���������ȣ�