您当前的位置:首页>论文资料>一种薄壁零件的加工工艺方法探讨
内容简介
 第32卷(2010)第1期
第32卷(2010)第1期工艺与材料
柴油机 Digead Engine
一种薄壁零件的加工工艺方法探讨
梅霖魁
(中国南车资阳机车有限公司),四川资阳641301)
Vol, 32(2010)No I
摘要:分析了薄壁件内孔加工产生变形的主要原因,通过改变工件的压紧方式和定位基准,设计制作工装并加工验证,从而得出加工筹壁件的合理工艺安排和工装,顺利解决了工件变形问题,保证了加工质量。
关键词:薄壁件;变形;工艺
中图分类号:TH161*.3
文献标识码:A文章编号:1001-4357(2009)06-0047-02
Discussion on fhe Machining Method of Thin-wall Parts
Mei Linkui
( CSR Ziyang Locomtive Co. , Lid. SdhuanZiyan641301)
Abstract : The main factors of defomation occuned during the machining of thin-wall parts ' bores is studied. Through the improvement of workpiece' s pressing fom and location reference, the workhokler is developed and verified, thus the reasonable technology for the machining of thin-wall part and its work-holder is obtained. Therefore, the derfommation of workpiece is solved, and the quality of machining is guxmleed.
Keywords : thin-wall parts; defomation ; lechnolg)
1前言
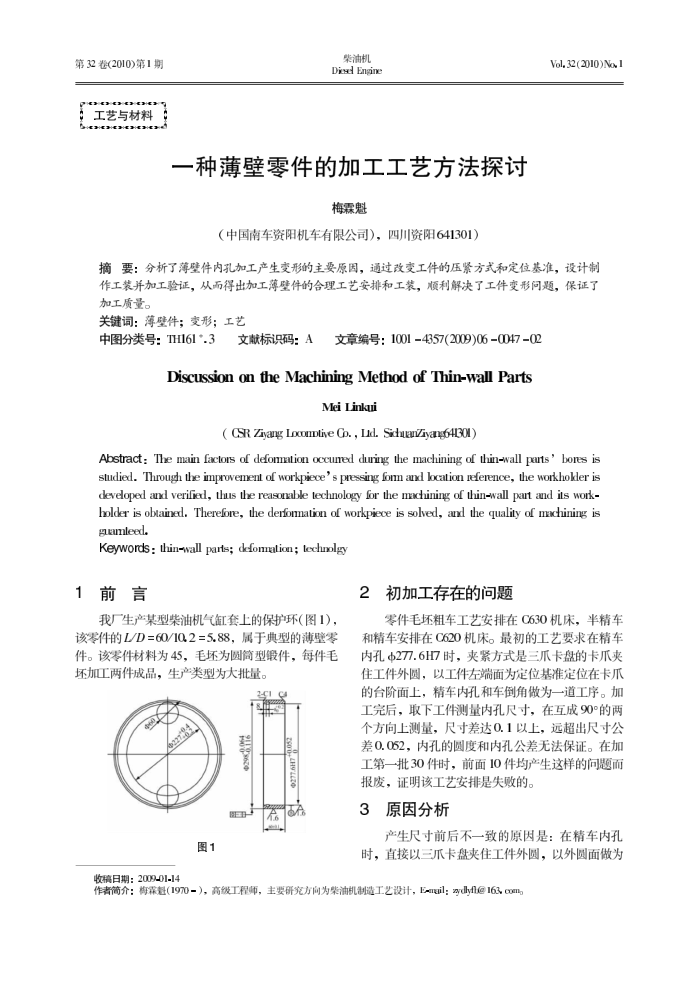
我厂生产某型柴油机气缸套上的保护环(图1),该零件的L/D=60/102=5.88,属于典型的薄壁零件。该零件材料为45,毛坏为圆筒型锻件,每件毛坏加工两件成品,生产类型为大批量。
2-C1 C co 图1
2初加工存在的问题
零件毛坏粗车工艺安排在C630机床,半精车和精车安排在C620机床。最初的工艺要求在精车内孔Φ277.6H7时,夹紧方式是三爪卡盘的卡爪夹住工件外圆,以工件左端面为定位基准定位在卡爪的台阶面上,精车内孔和车倒角做为一道工序。加工完后,取下工件测量内孔尺寸,在互成90°的两个方向上测量,尺寸差达0.1以上,远超出尺寸公差0.052,内孔的圆度和内孔公差无法保证。在加工第一批30件时,前面10件均产生这样的问题而报废,证明该工艺安排是失败的。
3
原因分析
产生尺寸前后不一致的原因是:在精车内孔
时,直接以三爪卡盘夹住工件外圆,以外圆面做为
收稿日期:2009-01-14
作者简介:梅霖短(1970-),高级工程师,主要研究方向为紫油机制造工艺设计,E-mail:zydyfl@163com
上一章:重型柴油机气缸套热负荷分析及结构优化
下一章:新一代中速柴油机机体加工工艺研究