您当前的位置:首页>论文资料>薄壁深腔零件的机械加工工艺探讨
内容简介
 工程建设与设计
工程建设与设计薄壁深腔零件的机械加工工艺探讨
Discussion onMechanical ProcessingTechnologyof ThinWallDeepCavityParts
张慧,刘国文
(中国电子科技集团公司第二十七研究所,郑州450047)
ZHANG Hui, LIU Guo-wen
(China Electronic Technology Group Corporation Twenty-Seventh Research Institute,Zhengzhou 450047, China)
【摘要】薄壁零件因其高强度、重量轻、高承载性等特点,广泛应用于航空航天行业制品中。此类案件在机加工中需要解决的主委问题是控制和减小变形、提高精度。论文通过分析在实际加工某壳体过程中通到的问题,从优化工艺流程、控制加工变形为出发点,对薄型深腔本件的机械加工方法进行探讨。
[Abstract]Thin-walled parts are widely used in aerospace products because oftheir high strength, light weight and high carrying capacity. The main problem to be solved in machining is to control and reduce the deformation and improve the accuracy. Through the analysis ofthe problem encountered in the actual processing of a shell, taking the optimization process and control processing defomation as the starting point, the
machining method ofthe thin-walled deep cavity parts is discussed in this paper.【关键词】萍壁深零件:机械加工;工艺;变形
[Keywords Jthin-walled deep cavity parts; machining; process; deformation
【中图分类号】TH162
【文献标志码]A
[DO1]10.13616/j.cnki.gcjsysj.2018.01.176 1引言
随着现代先进制造技术的高速发展,薄壁零件能够具有高强度、重量轻、高承载性等特点,在汽车、国防等工业领域得到了越来越广泛的应用。特别是在要求降低自身重量又不失
强度、刚度的航空航天工业中得到很好的应用。 2零件工艺分析
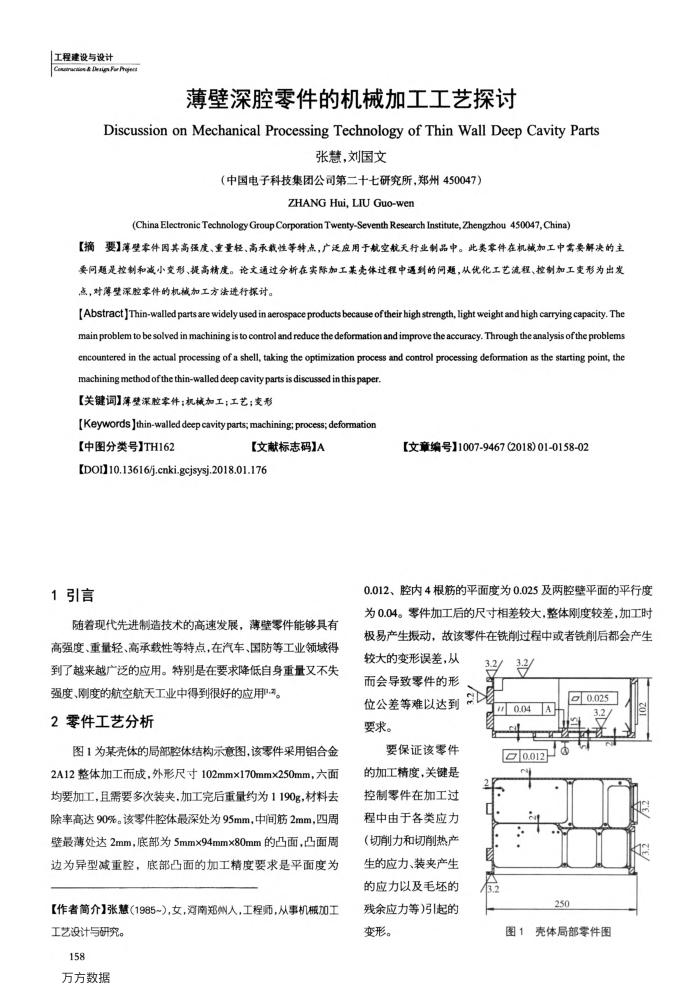
图1为某壳体的局部腔体结构示意图,该零件采用铝合金 2A12整体加工而成,外形尺寸102mm×170mm×250mm,六面均要加工,且需要多次装夹,加工完后重量约为1190g,材料去除率高达90%。该零件腔体最深处为95mm,中间筋2mm,四周壁最薄处达2mm,底部为5mmx94mm×80mm的凸面,凸面周边为异型减重腔,底部凸面的加工精度要求是平面度为
【作者简介】张慧(1985~),女,对南郑州人,工程师,从事机械加工工艺设计与研究。
158
万方数据
【文章编号】1007-9467(2018)01-0158-02
0.012、腔内4根筋的平面度为0.025及两腔壁平面的平行度为0.04。零件加工后的尺寸相差较大,整体刚度较差,加工时极易产生振动,故该零件在铣削过程中或者铣削后都会产生
较大的变形误差,从而会导致零件的形位公差等难以达到:要求。
要保证该零件的加工精度,关键是控制零件在加工过程中由于各类应力(切削力和切削热产生的应力、装夹产生的应力以及毛坏的残余应力等)引起的变形。
会节
0.04A 0.012
250
可0.025
32
图1壳体局部零件图