您当前的位置:首页>论文资料>非圆曲线在数控车编程中的比较与应用
内容简介
 数字技术与应用
数字技术与应用非圆曲线在数控车编程中的比较与应用
普涛
(厦门技师学院机械工程系
福建厦门361102)
应用研究:
摘要;本文通过针对包含合非限向线的数控车射实际图例,分应用数控发A及安B指今进行详细的端程。通过对两种不同程序的注解和比载,本望对发指今尤其是宏A指今应用起到部助和倩基作用。
关键调,非需购线数控端程应用
中图分类号:TG519.1
文献标识码:A
1引言
含有非圆曲线的曲面其外形复杂,加工精度要求较高,使得手工编程难度增大,但通过先进的数控系统提供的宏程序就能有效提高编程速度、加工质量和效率。使用用户宏程序时,数值可以直接指定,也可以用变量指定。宏程序利用公式可以实现变量赋值,不仅可以利用表达式进行算术运算,还可以进行逻辑运算。使得编制程序在应用中更加灵活,方便。使用宏指令编程使加工程序简练易懂,实现了普通编程难以实现的非图曲线的加工,用户宏指令一般分为A类和 B类两种。下面本文分别以广州数控系统(GS K980TD)和Fanuc0iMateTc系统用户宏程序应用为例,比较非曲线在数控车实际编程应用中的不间。
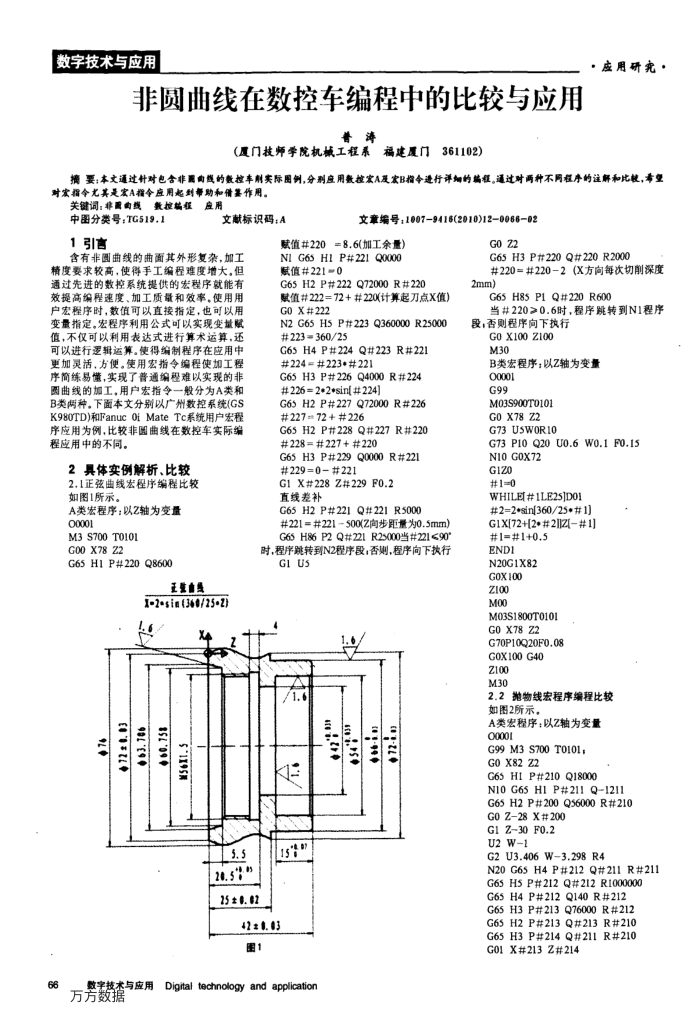
2具体实例解析、比较 2.1正弦曲线宏程序编程比较如图1所示。
A类宏程序;以Z轴为变量 00001
M3S700T0101 G00 X78Z2
G65 H1 P#220 Q8600
正致面线
-2-sin(360/25-Z)
X4
72 ± 0.03
66
+63.186
+60.758
数字技术与应用万方万数据
M5611.5
5.5 20.5
文章编号:1007-9416(2010)12-0068-02
赋值#220=8.6(加工余量) NI G65H1 P#221 Q0000 账值#2210
G65 H2 P#222 Q72000 R#220
赋值#222=72+#220(计算起刀点X值) GO X#222
N2 G65 H5 P#223 Q360000 R25000#223=360/25
G65H4P#224Q#223R#221###
G65 H3 P#226 Q4000 R#224#226=22*sin#224]
G65 H2 P#227 Q72000 R#226#227±72+#226
G65H2P#228Q#227R#220#228=#227+#220
G65 H3 P#229 Q0000 R#221#229=0#221
G1 X#228 Z#229 F0.2 直线差补
G65H2P#221Q#221R5000
#221=#221-500(Z向步距量为0.5mm) G65 H86 P2 Q#221 R25000当#221≤90°
时,程序跳转到N2程序段;否则,程序向下执行
G1 US/1.6
.150 t
s
25 ± 0. 02
42 ±0.03 图1
Digital technology and application
GO Z2
G65H3P#220Q#220R2000
#220=#220-2(X方向每次切削深度 2mm)
G65 H85 P1 Q#220 R600
当#220>0.6时,程序跳转到N1程序段,否则程序向下执行
GO X100 Z100 M30
B类宏程序;以Z轴为变量
10000 G99
M03S900T0101 G0 X78 Z2 G73 U5W0R10
G73 P10 Q20 U0.6 W0.1 F0.15 N10 G0X72
G120#1=0
WHILE|#1LE25]D01#2=2+sin[360/25+#1] G1X[72+[2*#2]Z[#1]
#1=#1+0.5 END1
N20G1X82 GOX100
Z100 M00
M03S1800T0101 GO X78 Z2
G70P10Q20F0.08 G0X100 G40
Z100 M30
2.2猎物线宏程序编程比较如图2所示。
A类宏程序;以Z轴为变量 o0001
G99 M3 S700 T0101, GO X82 Z2
G65 HI P#210 Q18000
N10 G65 H1 P#211 Q-1211 G65H2P#200Q56000R#210
G0 Z28 X#200 G1 Z~30 F0.2 U2W1
G2 U3.406 W3.298 R4
N20G65H4P#212Q#211R#211
G65 H5 P#212 Q#212 R1000000 G65 H4 P#212 Q140 R#212 G65H3P#213Q76000R#212 G65H2P#213Q#213R#210 G65H3P#214Q#211R#210 G01X#213Z#214