����ǰ��λ�ã���ҳ>��������>����ϵͳ��PLC���о���Ӧ��
����ϵͳ��PLC���о���Ӧ��
���ݼ��
 ���ؼ���
���ؼ�������ϵͳ��PLC���о���Ӧ��
������
��̫ԭ������ѧ�����붯������ѧԺɽ��̫ԭ0300)24)
ʮ���¼���ʮ������
ժҪ��PLC��ר��Ӧ���ڹ�ҵ˳�������ǵļ��������ϵͳ.Ϊ�˴ﵽ����˳����Ƶ�Ŀ�ģ�PLC������һҪ��������������������Ĺ��ܣ�����ǿ������������Ƶ�������ס�ڼ̵������ƺ͵��Կ��Ʒ�Χ֮���ȫ�Զ�����װ��.PLC����ƣ�ר��Ӧ����˼�ӵĹ�ҵ�����У����̴˿�����������ǿ.��������/������������˹�����ȴ��ϣ�������������������Դ���洢���Ȳ��ֻ������˶������غͱ���PLCû�м̵�¶�Ļ�е�Ӵ�������û�нӴ����������ӡ���Ȧ������ĥ���ȹ��ϵķ�����
�ؼ�����PLC����ϵͳ�о�Ӧ��
��ͼ����ţ�TP273
1��PLC����ɼ�������ʽ
���ױ�ʶ�룺A
���±�ţ�1007-9416(2011)10-0002-01
������ᱨ�����Զ���������ֹͣ���Ա������ߺ����ᣬ���������
PLC��ʵ�ʾ���--�ֹ�ҵר�ü����,PLC�������ʽ�ϻ�����������ͬ��������������(CPU)���ڴ桢�û�����/������֡�����/�����չ�ӿڡ�����͵�Դ�ȡ���������ʽPLC��CPU���ڴ桢���衢��Դ��һ����CNCװ�ù�����PLC������ɲ��ֵĹ����ǣ�
(1)CPU������װ�õĺ��ģ�(2)�ڴ棺���ݴ�����䣬(3)�û�����/������֣�����ϵͳ��--���֣�(4)I/O��չģ�飺���ܽӿڣ�(5)���裺Ӳ����
2��PLC�Ļ���������ʽ
PLC�Ļ���������Ϊ���û������˳��ִ�У�ÿ��--��ָ��ͺ�۵ĽǶȶ��ԣ������ⲿ�����ź�ִ���ٶ��㹻�죬��--��ʵʱ��Ӧ���û������ִ������һ�㶼���й��ɵ�ɨ�裬��Ϊ�������ͼ�ѭ��ɨ��Ͷ�ʱɨ�裬����̰������˲���������ִ�к�������������Ρ�PLCִ�����������α���Ϊһ��ɨ�����ڣ����ڳ���ʹ�õ�ָ����ɱ������䣬PLC�Ļ��ʹ��ڲ������ָ���ִ��ʱ��Ϊ1ms~20msÿǧ��֮�䣬PLC���һ�����ڵ�ִ�к���
��-�����������ڲ������������£��Ӷ��������˼Ĵ����� 3��PLC������ϵͳ�е�Ӧ��
3.1��ȫ����
����мס����������̣�Ϊ��ȫ���������ʱ�������ң�Ҳ����˵���Ұ�ȫ����������Ҷ���Ҳ�а�ȫ������˵������֮��˫��ȫ��������Ƽס���֮�䰲ȫ������PLC��RLC�����������Ĺ��ܣ�����Ҫ���������ͨ����ȫ��������������Ա��ʹ���豸�İ�ȫ����֪ͨ������Ա���б�������ˣ���Ƴ���͵���ʱ�������˽������豸�йصĹ���ԭ�����̣������¹ʶ���ڣ�����Ҫ���ǵ�PLC�����©�����������ϵķ�����һ-Щ��Ҫ�ı������ܱ�����Ӳ��RLCʵ�֡�ƽʱ���ǽ�RLC��Ϊ������ƣ�PLC��Ϊ������ơ����������������Ӳ�������������Ҫע��İ�ȫ�������ܡ�
3.2����ֹͣ
�����������ʱ�����½���ֹͣ��ť���Ӷ�������Ϻ��¹�������ˣ�����ֹͣ��ťһ���ܹ�ֹͣ�����˶�����������ʹ�õİ취�ǣ�ͨ������ֹͣ��Դ��ť���ر����е�Դ�������¿��Ƶ�Դ�������Թر��˶�������������ʹ���źţ�������������ʧ�ص�����¸÷���������Ч�ġ��ڵ������ʱ������ʵ���۽���ֹͣ��ȫ������
3.3��λ
�����ἰ�����ƶ����ֳ����г����Ҫ��ʱ������λ�ź�ʵ�ֱ�����-���棬�����źſ��Զ��ƶ���������λʱ�������ƣ����⣬Ӧ֪ͨNC���Ƶķ�����ˣ��ƶ�����ֻ�����෴�ķ����ƶ����ƶ���λ�İ�ȫ���������ڵ�����ƺ��������ʱͬʱʵ�֡�
3.4��������װ��
���ػ��������й����У������˶��ɶ����������װ��ͬʱ��ɣ���ˣ���������װ��һ���б���������֣���������ֹͣ����״̬���䰲ȫ����һ����������ʵ�֡�
3.5���ᵥԪ
���ػ����������ת�˶����������������������˶���
ʵ�֣������˶������У����ܳ��ֵ����ɽ����Զ������Ȼ�ʹ���ᾲֹ�������ɵ������ʵ�֣�������ᵵλ�϶࣬�û���λʱû�гɹ�ʱ�����������������˶����Զ��ӹ������������ʵ�֡�
3.6�����첽�綯������
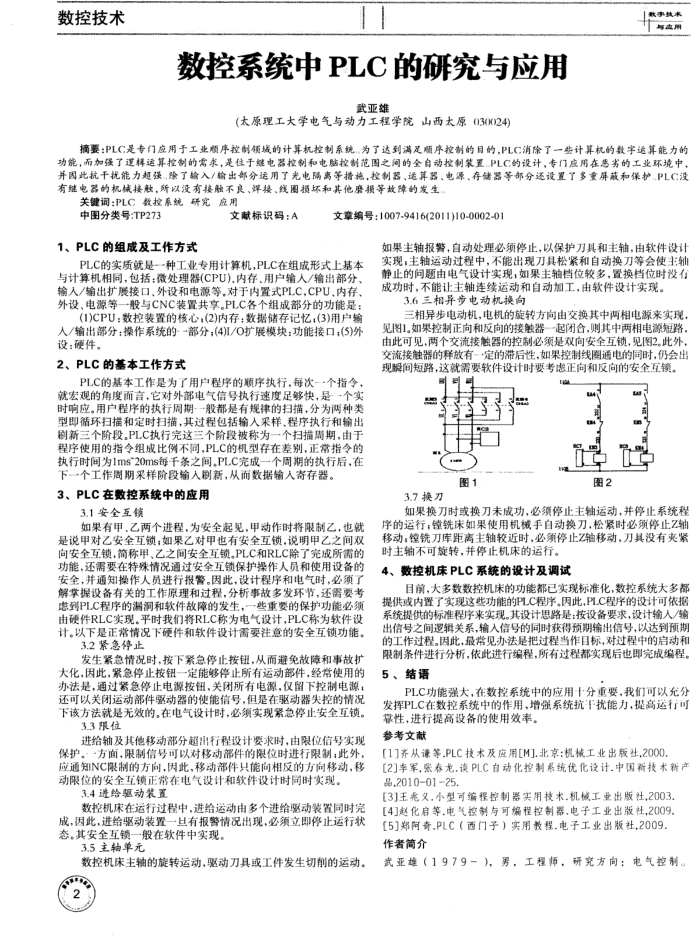
�����첽�綯�����������ת�����ɽ������������Դ��ʵ�֣���ͼ1�������������ͷ���ĽӴ���һ��պϣ������������Դ��·���ɴ˿ɼ������������Ӵ����Ŀ��Ʊ�����˫��ȫ��������ͼ2�����⣬�����Ӵ������ͷ���һ�����ʹ����ԣ����������Ȧͨ���ͬʱ���Ի����˲���·�������Ҫ�������ʱҪ��������ͷ���İ�ȫ������
a
AS
e
ͼ1
3.7����
ͼ2
�������ʱ��δ�ɹ�������ֹͣ�����˶�����ֹͣϵͳ��������У��ϳ�����ʹ�û�е���Զ��������ɽ�ʱ����ֹͣZ���ƶ�����ϳ�����������Ͻ�ʱ������ֹͣZ���ƶ�������û�мн�
ʱ�������ת����ֹͣ���������С� 4�����ػ���PLCϵͳ����Ƽ�����
Ŀǰ����������ػ����Ĺ��ܶ���ʵ�ֱ���������ϵͳ���ṩ��������ʵ����Щ���ܵ�PLC������ˣ�PLC�������ƿ�����ϵͳ�ṩ�ı�������ʵ�֡������˼·�ǣ����豸Ҫ���������/����ź�֮������ϵ�������źŵ�ͬʱ���Ԥ������źţ��ԴﵽԤ�ڵĹ������̡���ˣ�����취�ǰѹ��̵���Ŀ�꣬�Թ����е������������������з��������˽��б�̣����й��̶�ʵ�ֺ�Ҳ����ɱ�̡�
5������
PLC����ǿ��������ϵͳ�е�Ӧ��ʮ����Ҫ�����ǿ��Գ�ַ���PLC������ϵͳ�е����ã���ǿϵͳ��-F��������������п�
���ԣ���������豸��ʹ��Ч�ʡ��ο�����
[1]���ǫ��.PLC������Ӧ��[M].��������е��ҵ������,2000.
[2]���,��ȯ��.̸PLC�Զ�������ϵͳ�Ż����.�й��¼����²�Ʒ.201001-25
[3]������.С�Ϳɱ�̿�����ʵ�ü���.��е��ҵ������,2003[4]�Ի�����.����������ɱ�̿����������ӹ�ҵ������,2009.[5]֣����.PLC�������ӣ�ʵ�ý̳�.���ӹ�ҵ������,2009 �����
�����ۣ�1979һ�����У�����ʦ���о����������ơ�