您当前的位置:首页>论文资料>基于PLC的多物料检测与分拣程序设计
内容简介
 数事费本与度用
数事费本与度用数控技术
基于PLC的多物料检测与分栋程序设计
许方辉
(桐乡技师学院(筹)浙江榈乡314500)
摘要在企业众多生产领域中,经常需要对生产产品进行检测分持,采用人工检测与分持已经选选满足不了境代化生产的要表。本文以亚龙集团生产的YL-235A机电一体化设备为基础研究在输送带上同时出见四个物料情况下的检测与分栋,给出PLC程序设计方案,实现了符合要求的金属物料、自色物料和黑色物料的检测与分赫,为职业类学校专业教学和企业自动化检测与分赫生产设备设计提供素材。
关键调:传送带PLC程序设计
中图分类号:TP273
文献标识码:A
随着企业自动化生产水平的不断提高,自动化技术有了越来越多的应用,特别是PLC以其可靠性高、灵活性强、易于扩展、通用性强、使用方使等优点得到企业青赚,成为工业自动化现场应用最广的控制设备之一。这就要求职业学校加大电气专业PLC技术人才的培养力度,开设相关课程,为企业输送符合时代要求的高技能人才,本文将PLC技术与气动技术、传感器技术、变频技术等相结合,实现
了同时对多个物料的检测与分擦 1多物料问题的提出
企业自动化生产线中,一条输送带往往会检测与分不同要求的产品:有时是一个一个物料进行检测与分栋,有时是一次性对多个物料进行检测与分栋。普通生产线可能需要改动硬件,面PLC控制的设备在不改动生产线硬件的情况下,通过改变PLC程序的方式就
出料斜棒格料口
图
选料口
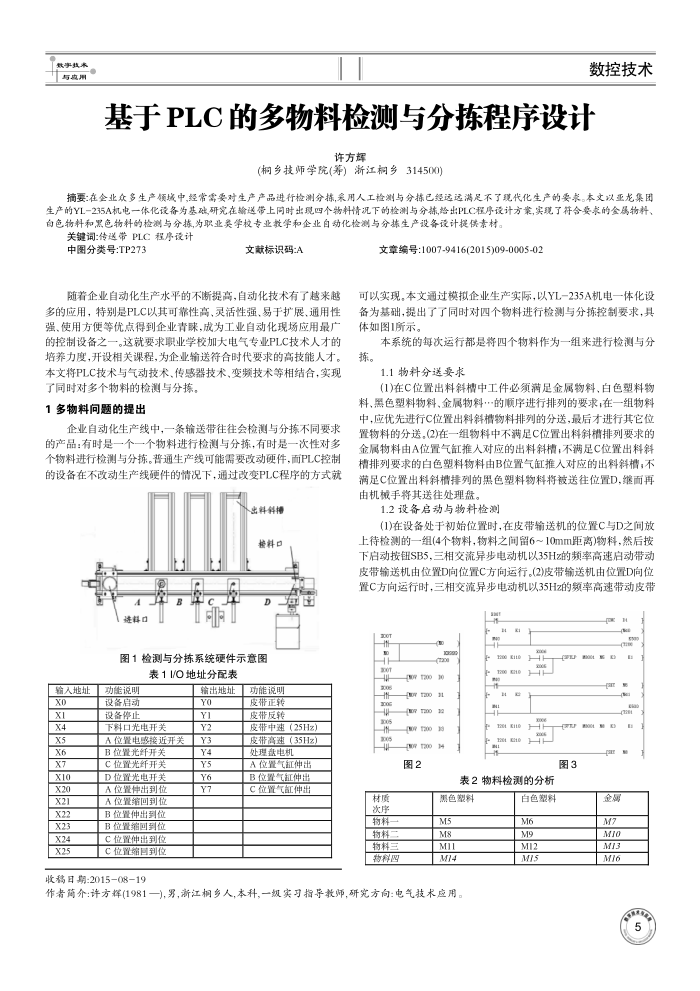
图1检测与分栋系统硬件示意图
表11/O地址分配表
输入地址
XO X1 x4 x5 x6 x7 x10 x20 x21 X22 x23 X24 x25
功能说明设备启动设备停止
下料口光电开关
A位置电感接近开关
B位置光纤开关 C位置光纤开关 D位置光电开关 A位置伸出到位 A位置缩回到位 B位置伸出到位 B位置缩回到位 C位置伸出到位 C位置缩国到位
收稿日期:2015-08-19
输出地址
YO Y1 Y2 Y3 Y4 Y5 Y6 Y7
功能说明皮带正转皮带反转
皮带中建(25Hz) 皮带高速(35Hz)处理盘电机
A位置气缸伸出 B位置气缸伸出 C位置气缸伸出
文章编号:1007-9416(2015)09-0005-02
可以实现。本文通过模拟企业生产实际,以YL-235A机电一体化设备为基础,提出了了同时对四个物料进行检测与分换控制要求,具体如图1所示。
本系统的每次运行都是将四个物料作为一组来进行检测与分栋。
1.1物料分送要求
(1)在C位置出料斜槽中工件必须满足金属物料、白色塑料物料、黑色塑料物料、金属物料・的顺序进行排列的要求,在一组物料中,应优先进行C位置出料斜槽物料排列的分送,最后才进行其它位置物料的分送,(2)在一组物料中不满足C位置出料斜槽排列要求的金属物料由A位置气缸推人对应的出料斜槽;不满足C位置出料料槽排列要求的白色塑料物料由B位置气缸推入对应的出料斜槽;不满足C位置出料斜槽排列的黑色塑料物料将被送往位置D,继面再由机械手将其送往处理盘。
1.2设备启动与物料检测
(1)在设备处于初始位置时,在皮带输送机的位置C与D之间放上待检测的一组(4个物料,物料之间留6~10mm距离)物料,然后按下启动按钮SB5,三相交流异步电动机以35Hz的频率高速启动带动皮带输送机由位置D向位置C方向运行。(2)皮带输送机由位置D向位置C方向运行时,三相交流异步电动机以35Hz的频率高速带动皮带
干民中区本国十区十国七・十国 1399
208
a0 O
t 10
图2
材质次序物料物料物料三物科四
表2物料检测的分析
黑色塑料
M5 M8 MI1 M14
作者简介:计许方辉(1981一),男,新江桐多人,本科,一级实习指导教师,研究方向:电气技术应用。
白色塑料
M6 M9 M12 MI5
图3
金属 M7 MIO M13 MI6
上一章:安装搬运站的PLC程序设计
下一章:关于电气自动化监控系统技术的研究