您当前的位置:首页>论文资料>基于PLC控制的气密检测装置的设计与实现
基于PLC控制的气密检测装置的设计与实现
内容简介
 数事热大盘
数事热大盘数控技术
基于PLC控制的气密检测装置的设计与实现
广超1吴伟强1刘金桂
(1.河南省中烟工业公司新郑卷烟厂河南新郑451100;2.河南省工业设计学校机电工程系河南郑州450002)
摘要:现代工业中,气密性检测是一项重要的安全检测,直接决定了产品的合格率。本文介绍一种采用PLC控制方式,利用压差检测和温度等效补偿等措施,推导出等效泄漏的方法,设计开发了一种高效、使捷、自动化程度高的气密检测装置。实验结累表明,该装置测试精度高,性能稳定。
关键词:PLC气密性压差检测温度补偿自动化
中图分类号:TP241
文献标识码:A
文章编号:1007-9416(2012)02-0021-02
工业生产中,气密性的检测是衡量产品质量的关键指标之然面目前国内企业对气密性的检测依然是采用的水泡法,这种方法既落后,又耗费财力物力.还不能检测到目测无法完成的定量,从而直接影响了产品的性能。近年来,随着工业自动化技术的进步,越来越的场合需要现代工业技术的进人。而控制技术、信息处理技术和传感器的迅速发展,使得气密检测理论以及测试方法都有了很大的改善提高,目前自动定量检测成了气密性检测的基本发展方式。
在国内工业领城还没有放弃传统的水泡法或者肥皂泡法,并且多数研究所机构也没有研制出技术先进又节省工时的检测方法;在国外也只有少数几个科技发达的国家拥有相关的技术及仪器,但价格昂贵,为改变这一现状,根据国内外工业环境中对气密性检测的技术要求,以及现有的气密性检测装置,本文主要采用PLC控制系统,利用差压传感器,设计了一套具有温度补偿功能的高效率高性能的气密性检测装置。检测精度高,快捷方便,具有很好的市场应用前景。
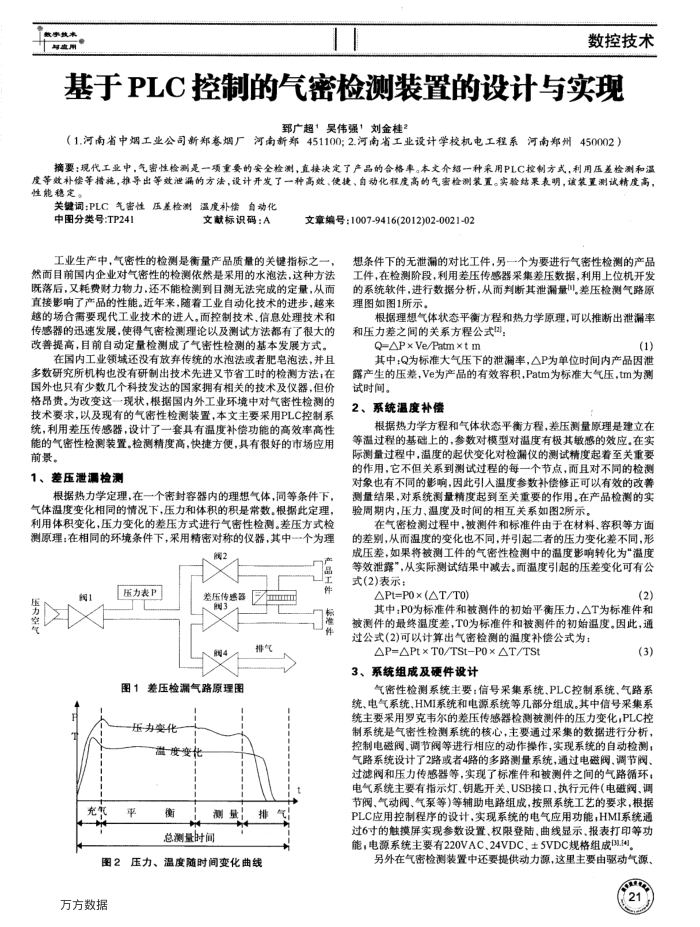
1、差压泄漏检测
根据热力学定理,在个密封容器内的理想气体,同等条件下,气体温度变化相同的情况下,压力和体积的积是常数。根据此定理,利用体积变化,压力变化的差压方式进行气密性检测。差压方式检测原理:在相同的环境条件下,采用精密对称的仪器,其中个为理
露2
压力表P
差压传感器八g3
图1差压检漏气路原理图乐力要化
溢度变化
充气
平
衡
测量
总测量时间
非排
图2压力、温度随时间变化曲线
万方数据
气
广产品
件
想条件下的无泄漏的对比工件,另一个为要进行气密性检测的产品工件,在检测阶段,利用差压传感器采集差压数据,利用上位机开发的系统软件,进行数据分析,从而判断其泄漏量",差压检测气路原理图如图1所示。
根据理想气体状态平衡方程和热力学原理,可以推断出泄漏率和压力差之间的关系方程公式
Q=△P× Ve/Patm ×t m
(1)
其中:Q为标准大气压下的泄漏率,△P为单位时间内产品因泄露产生的压差,Ve为产品的有效容积,Patm为标准大气压,tm为测试时间。
2、系统温度补偿
根据热力学方程和气体状态平衡方程,差压测量原理是建立在等温过程的基础上的,参数对模型对温度有极其敏感的效应。在实际测量过程中,温度的起伏变化对检漏仪的测试精度起着至关重要的作用,它不但关系到测试过程的每一个节点,而且对不同的检测对象也有不同的影响,因此引入温度参数补偿修正可以有效的改善测量结果,对系统测量精度起到至关重要的作用,在产品检测的实验周期内,压力、温度及时间的相互关系如图2所示。
在气密检测过程中,被测件和标准件由于在材料、容积等方面的差别,从而温度的变化也不同,并引起二者的压力变化差不同,形成压差,如果将被测工件的气密性检测中的温度影响转化为“溢度等效泄露”,从实际测试结果中减去。面温度引起的压差变化可有公
式(2)表示:
△Pt=P0 × (△T/T0)
(2)
其中;PO为标准件和被测件的初始平衡压力,△T为标准件和被测件的最终温度差,TO为标准件和被测件的初始温度。因此,通过公式(2)可以计算出气密检测的温度补偿公式为
△P=△Pt × T0/TSt-P0 × AT/TSt 3、系统组成及硬件设计
(3)
气密性检测系统主要:信号采集系统.PLC控制系统、气路系统、电气系统、HMI系统和电源系统等几部分组成。其中信号采集系统主要采用罗克韦尔的差压传感器检测被测件的压力变化,PLC控制系统是气密性检测系统的核心,主要通过采集的数据进行分析,控制电磁阀、调节阀等进行相应的动作操作,实现系统的自动检测;气路系统设计了2路或者4路的多路测量系统,通过电磁阀,调节阀、过滤阀和压力传感器等,实现了标准件和被测件之间的气路循环,电气系统主要有指示灯、钥匙开关、USB接口、执行元件(电磁阀、调节阀、气动阀、气等)等辅助电路组成,接按照系统工艺的要求,根据 PLC应用控制程序的设计,实现系统的电气应用功能,HMI系统通过6寸的触摸屏实现参数设置、权限登陆、曲线显示,报表打印等功能,电源系统主要有220VAC、24VDC、±5VDC规格组成3困
另外在气密检测装置中还要提供动力源,这里主要由驱动气源、